menu

IMA Group Website
Choose the market
blur_on
menu
LOW
More commitment,
less impact.
![]()
Is our commitment to increasing IMA’s sustainable practices to preserve resources.
Over the years, we have been incorporating this concept both in our organisation and development policies, for constant adoption and conception of innovative low impact technologies:
• We have started setting water and electric consumption standards for all our new machines, developing innovative production methods.
• New IMA plants are designed to use renewable energy resources and to minimise waste and consumption.
Reduction of water consumption
Cleaning consumes the most energy and water in pharma manufacturing. The innovations in CIP technology can improve water consumption throughout the various steps of the cleaning cycle.
Reduction of waste
The project aims at preserving resources guaranteeing waste reduction.
Reduction of energy consumption
An in-depth evaluation has been carried out on different types of main motorisation to choose the one that provides the best performance, while always keeping an eye on energy saving.
Reduced Climate Impact
During the last 20 years, the gases used in refrigeration systems have been subject to restrictive regulatory measures at European level in order to limit their impact on the environment.
The new full electric flow wrapper
IMA Ilapak developed the new full electric flow wrapper, which drastically reduces energy consumption the faster the machine operates.
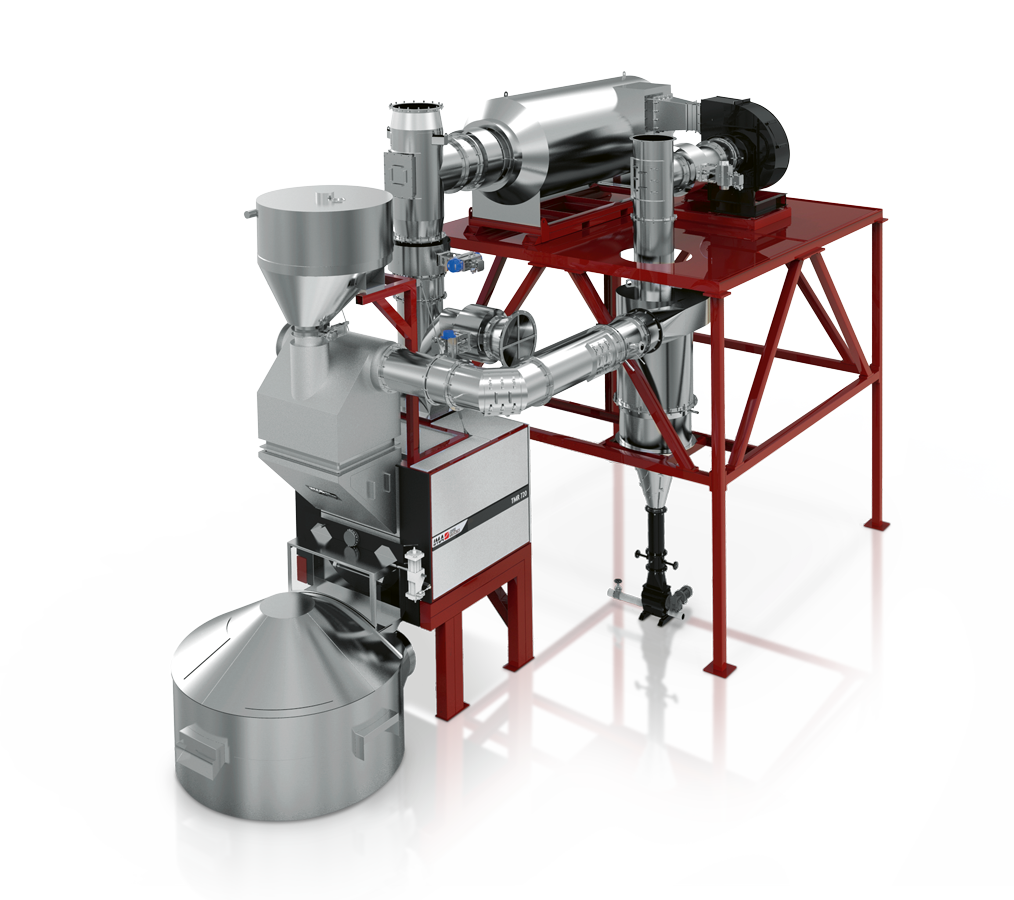
IMA Coffee Petroncini • Heat recovery system
With its external heat generating unit and modular design, TMR roasters deploy a heat recirculation system eliminating all traces of roasting odors and volatile compounds.
close
![]()
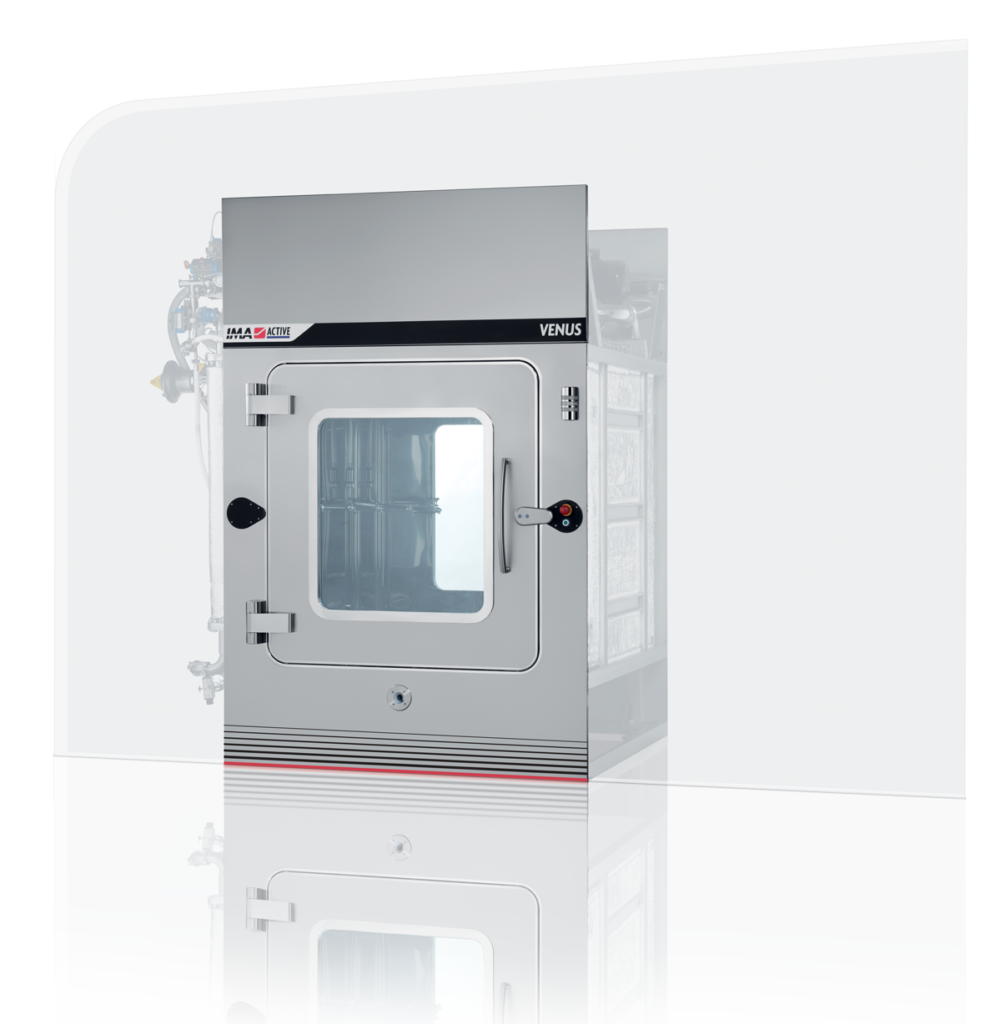
Reduction of water consumption
Project
Cleaning consumes the most energy and water in pharma manufacturing.
The innovations in CIP technology can improve water consumption throughout the various steps of the cleaning cycle.
The water recirculation system allows consumption saving and reduces the disposal of dirty water at the end of the washing cycle, while granting optimal equipment performance.
Applicable to
IMA washing cabinets (like Aquaria, Venus and Atlantis) and the machines equipped with Clean-In-Place (i.e. Perfima coater, Aria fluid bed, Imatic capsule filler) preserve resources minimising water consumption.
Project
Water for Injection (WFI) is used for the most critical pharmaceutical products and applications including mandatory use for injectable drugs. By using a recycled water loop, it is possible to achieve a significant saving in WFI consumption, while granting high cleaning performance and, when requested, pyrogen reductions.
Applicable to
IMA rotary and linear washing machines of the HYDRA and VEGA Series safeguard and significantly reduce the consumption of cleaning media.

close
![]()
Reduction of waste
Project
The project aims at preserving resources guaranteeing waste reduction. The use of advanced sensors together with evaluation algorithms of produced data, allow full control of production, setting the premises for Advanced Control Strategies. Advanced machine learning functions are used for more efficient self-adjustment of process parameters: less waste, better product quality. All this maximises machine functionality, keeping the machine performance on target and allowing the single rejection of products out of specification.
Applicable to
Tablet presses like Prexima and Domina and specifically on capsule fillers where the no-fill bypass prevents product waste if the capsule body is not present.

close
![]()
Reduction of energy consumption
Project
An in-depth evaluation has been carried out on different types of main motorisation to choose the one that provides the best performance, while always keeping an eye on energy saving in order to obtain high efficiency, maximum control, advanced diagnostic and reduction of consumption (elimination of engine cooling system).
Applicable to
IMA tablet presses like Prexima 300 and Domina tablet press apply brushless motorisation to ensure energy efficiency while granting high machine performance.
Adapta 50 capsule filler applies electrical motorisation for endless adjustment capability of the filling unit, tailoring set-up of each product and optimising dosing precision thus reducing product waste.

Project
A large number of pharma companies are looking into energy consumption optimisation by using reduction and recovery strategy. The AHU allows energy efficiency thanks to the recovery of treated air which is used to cool/heat the incoming air thus maintaing optimal system performance.
Applicable to
IMA machines equipped with Air Handling Unit (i.e. Perfima coater, Aria fluid bed and the washing cabinets Aquaria, Atlantis, Venus).

Project
The Continuous Manufacturing projects aim at improving process efficiency and minimising energy consumption. Although the development of Continuous Manufacturing process and technology is a challenge, it will have significant advantages including costs and risks reduction at any stage, either during the engineering phase or in daily production with the opportunity of higher flexibility.

Applicable to
Continuous Manufacturing in pharmaceutical industry has a great potential in terms of sustainability as the reduced plant footprint leads to space and energy-savings. IMA has completed a solid dose processing line for both compression (CDC) and encapsulation (CDE).
The Continuous Direct Compression line can be implemented with CROMA or CTC 500 continuous coater downstream the tablet press.
LYnfinity is a Continuous Manufacturing process developed for freeze drying.
Project
Powering an isolated line requires a great deal of energy, in the form of electricity, heated or cooled water, and steam.
IMA has always been committed to reducing the environmental impact of its equipment, addressing the issue of consumption through design choices, high-efficiency components and optimizing the control dynamics on processing machines such as freeze dryers and isolators. IMA has several active projects that intend to exploit the advantages offered by advanced solutions for data collection and analysis in order to reduce consumption.
Applicable to
Specific accelerometric sensors installed inside the isolators monitor the ventilation motors and ensure they are functioning correctly.
Thanks to these sensors, it will be possible to evaluate if the motor is losing efficiency, thus worsening its energy yield. These data not only serve to anticipate a possible critical fan failure, but also allow to understand where there may be abnormal consumption levels so to intervene to maintain optimal system performance.

Applicable to
In the machines that are part of the fill-finish process (such as Xtrema and Smart filling machines, Vega and Hydra vial washers, ALU series and Stericap alu-capping machines), IMA installs specific sensors to monitor the electrical consumption. These data will allow the analysis of the consumption of the systems that contribute to the production of the drug, correlating them with the different phases of the production process. Analysing in detail the single phases and the single control systems, it is possible to identify the most critical ones from the point of view of energy consumption, and intervene selectively to reduce them. Without detailed knowledge of energy consumption, it is impossible to study an adequate energy-saving strategy.
Applicable to
Additional sets of sensors are provided for HVAC data collection. These sensors are used to detect the hygrometric conditions of the air at different points of passage within the air-conditioning system. By calculating the energy lost and gained from the air, it is possible to perform “enthalpy monitoring”, i.e. measure the energy of the air at different points and indirectly evaluate the energy consumption that is required from the utilities provided by the plant. In this way it is possible to understand at each stage of the production process how much the HVAC of each isolator impacts on the energy consumption of the plant and determine the energy impact on the production process. This analytical capability is increasingly important for Customers who need to build an energy dossier and evaluate the CO₂ footprint of the plant and their production, using real and accurate data, not estimations.

Applicable to
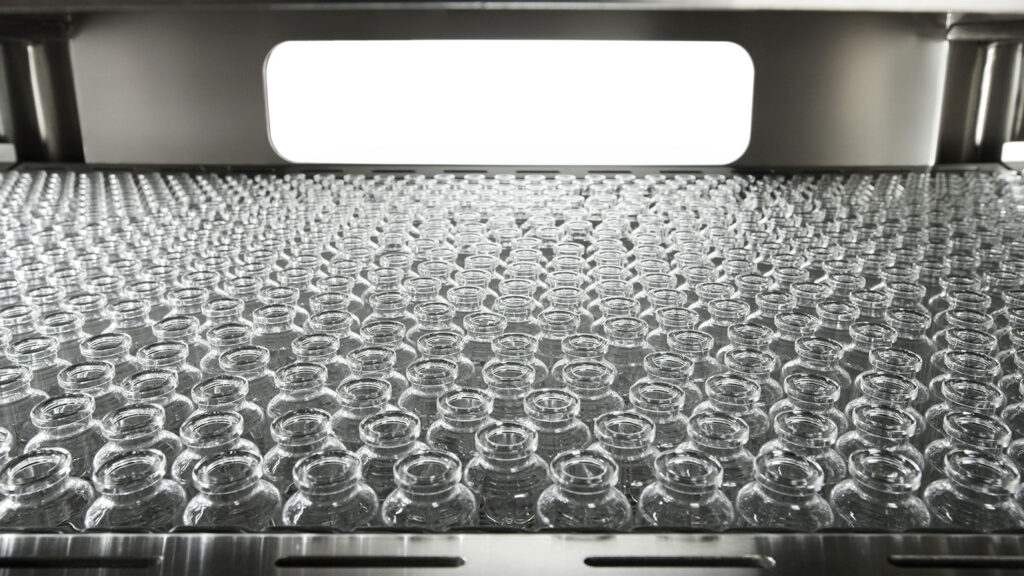
In IMA Blue Galaxy sterilisation tunnels, the preferred application to reduce electrical energy consumption, is the use of TRIAC to drive and regulate the current absorption to the heating batteries; as a matter of fact, the air recirculation in heating and cooling zones encourages the heat exchange between the system and the glass containers.
Night mode with reduced fan speed and temperature in hot zone: all IMA sterilisation tunnels are equipped with delayed start up/run modes to empty functions in the hot and cooling zones in order to get the required temperatures during start/end batch.
By the automatic air velocity control in heating zones, the fan speed is automatically increased when air temperature increases, to compensate for the reduced air density.
Applicable to
IMA Lyomax and Lyofast freeze dryers embody the requirements of the pharmaceutical industry for faster, safer, cheaper and more ecologically friendly processes: IMA patented FusionTM shelves reduce energy consumption typically in heating, cooling and steam sterilisation thus achieving a reduction in energy costs and fast temperature response. The FusionTM shelves allow for a 20% reduction in weight leading to reduced energy consumption during freeze drying and sterilisation.
PAT tools reduce overall process time and energy consumption.

close
![]()
Reduced Climate Impact
Project
During the last 20 years, the gases used in refrigeration systems have been subject to restrictive regulatory measures at European level in order to limit their impact on the environment. The F-Gas Regulation has been further amended, especially implying a drastic reduction of fluorinated gases with high impact on global warming. That is why now IMA gives the opportunity to equip its freeze dryers with a new 100% green refrigeration technology, KryoAir, using the ultimate natural refrigerant “air”. The system is based on a series of compression/cooling/ expansion steps of air, which can be cooled to a temperature as low as -100 ° C.
Applicable to
IMA Lyomax and Lyofast freeze dryers can be equipped with an innovative eco-friendly refrigeration technology using air as refrigeration fluid to carry out the lyophilisation process.

close
![]()
The new full electric flow wrapper
Project
IMA Ilapak developed the new full electric flow wrapper, which drastically reduces energy consumption the faster the machine operates. Not only does it save energy and money, but it also shows a far better performance than a standard pneumatic machine.
Applicable to
IMA Ilapak’s DELTA WW OF-HSX is a first-class, high-speed flow wrapping platform with open frame structure, specially designed to meet the wet wipes industry needs. The range includes two models, Delta WW OF-HS and HSX with ultrasonic longitudinal sealing system.
Comparing the DELTA WW OF-HSX to a standard flow wrapper and considering the same operating hours and speed – 170ppm – in one year, the DELTA consumes 1.500 kWh, whereas a standard machine 27.400 kWh (including air network losses).
This project leads to less energy consumption, less environmental impact and less business costs, while at the same time gaining a better performance and a greater efficiency.

close
![]()
IMA Coffee Petroncini • Heat recovery system
With its external heat generating unit and modular design, TMR roasters deploy a heat recirculation system eliminating all traces of roasting odors and volatile compounds. Highly efficient, the TMR machine is also a sustainable solution emitting less CO2 with just one burner and saving up to 35% on energy consumption compared to traditional roasters, achieving maximum product consistency and roast customisation.
Dismissclose
Relive
Relive
Achema
The exclusive tech videos shot during Achema 2024 are now available on our dedicated website