menu

IMA Group Sito Web
Scegli il mercato
blur_on
Macchine di confezionamento orizzontale ad alta velocità
Tipico caso di confezionamento ad alta velocità di snack in cui un materiale si sigillava senza problemi a 300 ppm (pezzi per minuto) e l’altro non faceva tenuta o si rompeva se processato alle stesse condizioni. Il cliente era convinto che i due film fossero esattamente uguali e non riusciva a spiegare tale comportamento.


L’analisi DSC (calorimetria a scansione differenziale) ha mostrato una visibile differenza tra i profili termici dei due materiali (le curve non possono essere sovrapposte in maniera simmetrica).
Ciò ha quindi portato ad eseguire ulteriori indagini analitiche per raccogliere elementi aggiuntivi di supporto.
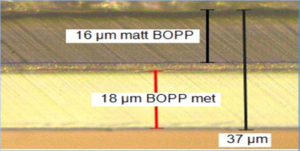
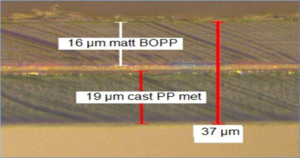
I film sono risultati differenti nella composizione dello strato saldante a contatto con il prodotto dove nel caso che dimostrava buona processabilità si è riscontrato polipropilene biorientato da 18 microns mentre nel caso critico risultava essere polipropilene non orientato (cast) di spessore analogo.
 |
 |
Le prove aggiuntive di saldatura effettuate in laboratorio hanno ulteriormente confermato prestazioni differenti analogamente a quanto avvenuto nella macchina e quindi facilmente attribuibili alla differente natura dello strato saldante.
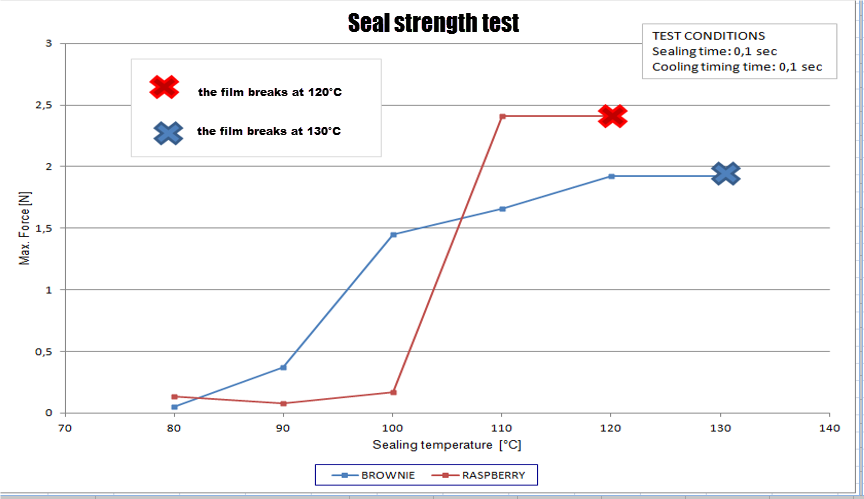
Conclusioni: è stato possibile riscontrare con dati scientifici (analisi DSC, microscopiche e di saldatura) delle differenze visibili di composizione tra i materiali e correlarle quindi alle differenze di prestazione registrate in macchina.
Scopri gli altri Case
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[firewall_cookie] =>
[minisite] => 244
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[copy_thread_to_other_site] =>
[not_listed] =>
[cover] => none
[content] => a) La pellicola interna è stata cambiata, mentre il corpo della capsula è rimasto lo stesso: le variazioni di comportamento durante il processo di saldatura non riuscivano ad essere spiegate fino a che le analisi di laboratorio hanno scoperto tale cambiamento.

Il confronto delle analisi termiche (DSC), spettroscopiche (FTIR) e stratigrafiche ha dato prova che i due materiali sono diversi, in virtù di un comportamento termico e uno spessore diversi -> Il cliente ha così la consapevolezza che i parametri di funzionamento della macchina dovranno cambiare.
Le stesse tecniche hanno confermato che il corpo della capsula è rimasto invariato.
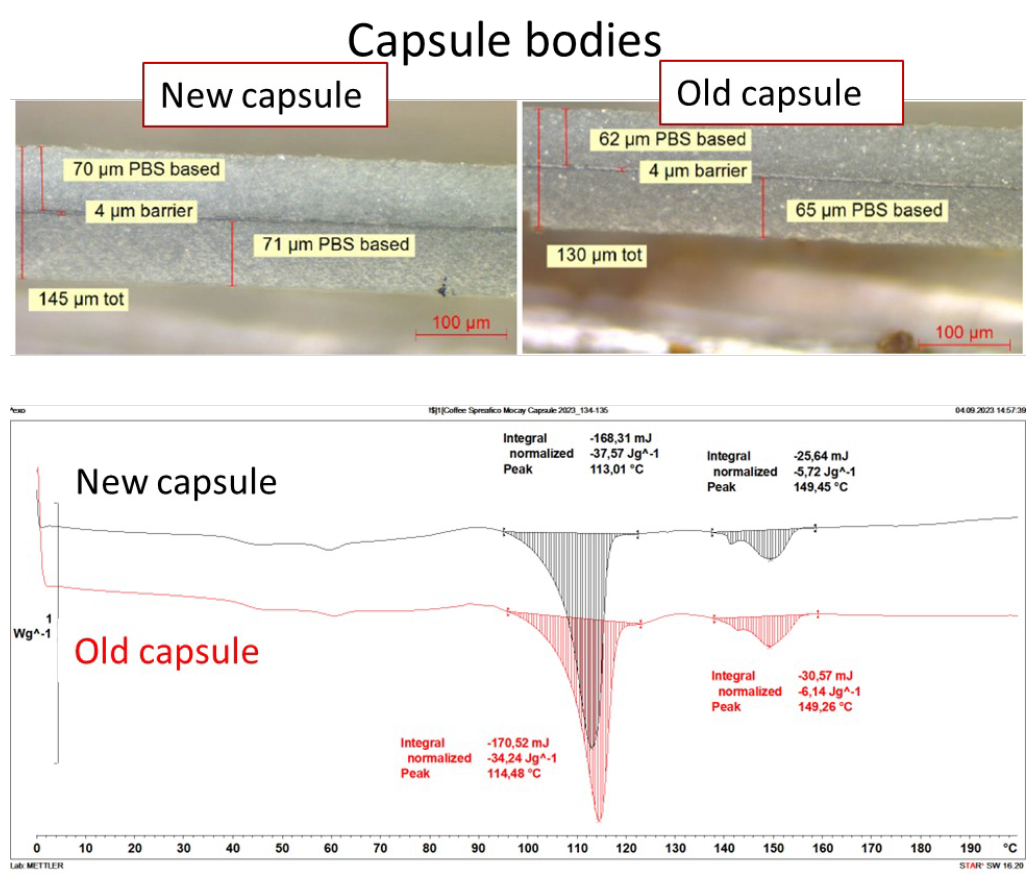
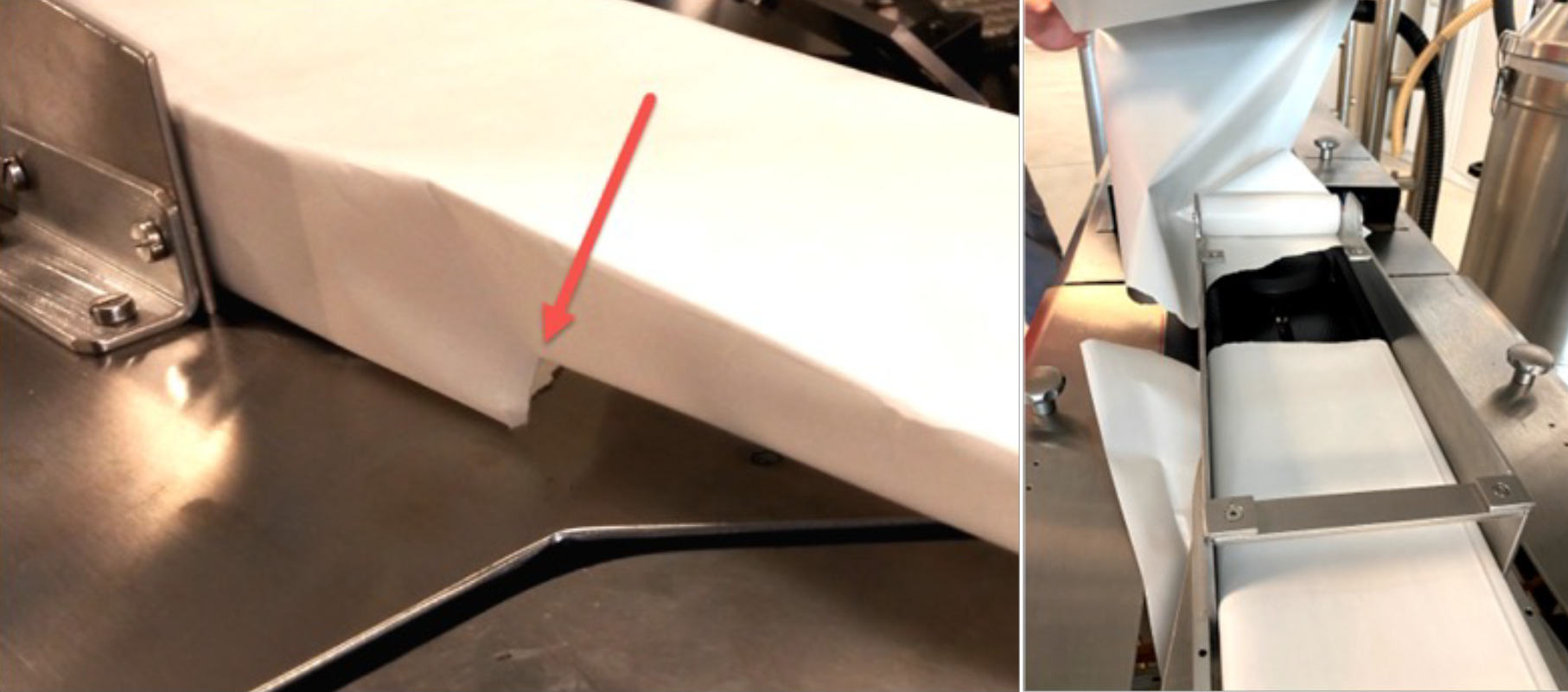
b) È emerso il problema da FAT (Test di accettazione in fabbrica) a SAT (Test di accettazioni dal cliente) di inserimento della guarnizione per capsule in PLA: l’analisi della composizione e della superficie hanno suggerito che il materiale può avere caratteristiche diverse che influenzano i fenomeni di attrito.
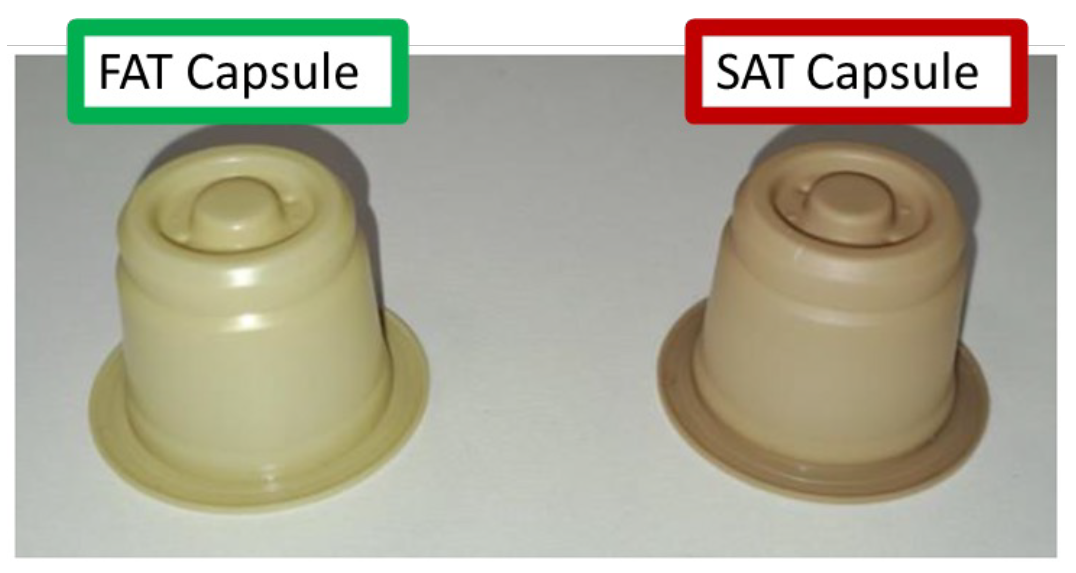
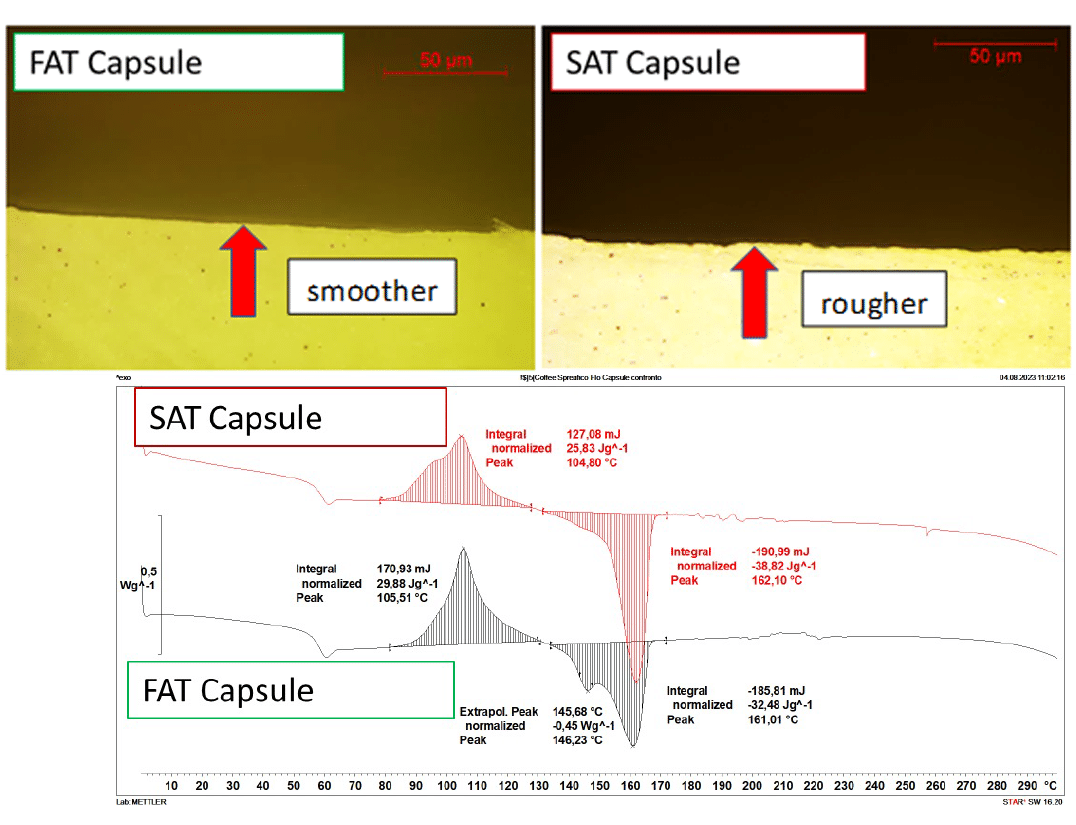
È stata misurata la rugosità su entrambe le capsule rilevando una apprezzabile differenza, e sono state effettuate inoltre un’osservazione al microscopio (vedi frecce rosse nelle immagini qui sopra) e l’analisi termica DSC: questi dati hanno suggerito che la composizione del materiale del corpo della capsula potrebbe essere cambiata (la capsula SAT sembrava essere più ruvida), quindi forse la guarnizione aveva maggiori difficoltà a scorrere in posizione.
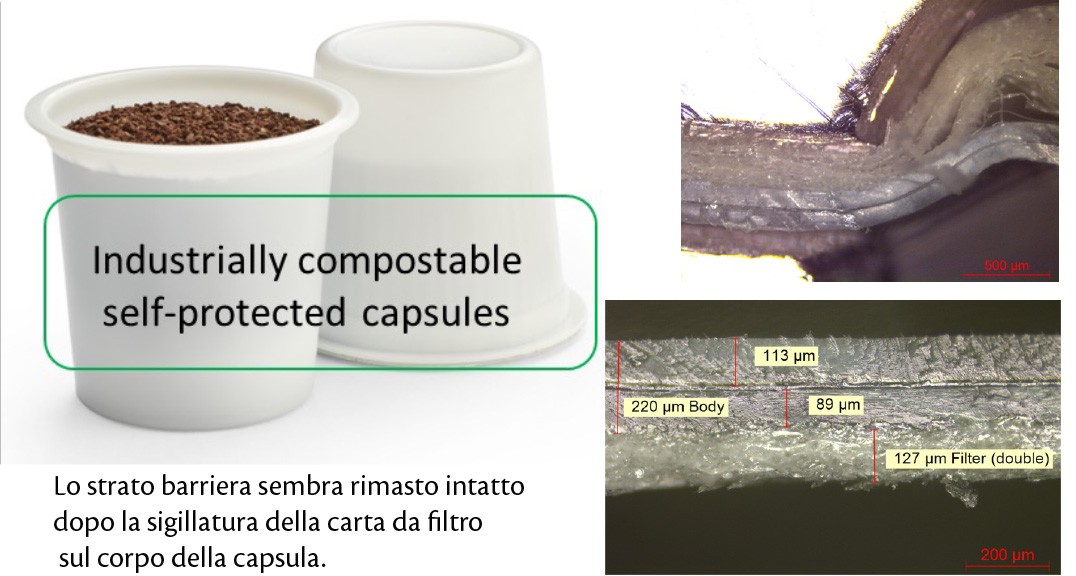
c) Capsule compostabili autoprotette in stile nordamericano: valutazione dell’integrità dello strato di barriera dopo la saldatura.
[sidebar_on] => 1
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Get in touch
[content] => For any further information,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contact us
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
[sidebar] => Array
(
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Get in touch
[content] => For any further information,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contact us
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
)
[label] =>
[rel_market] => Array
(
[0] => 10
)
[view_correlate] => 1
[main_title] => Other Case Studies
[stripe_view] => all
[type] => openlabCase
[count] =>
[terms] =>
[stream_thread] => Array
(
[main_title] => Other Case Studies
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
)
[count] =>
[terms] =>
)
[stream_bt] => Array
(
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => link
[button_id] =>
[button_class] =>
[text] => Discover other case studies
[icon] => list
[internal_link] =>
[link] =>
[link_page] =>
[tab] =>
)
)
)
)
Coffee
Capsule compostabili per il caffè
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[firewall_cookie] =>
[minisite] => 244
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[copy_thread_to_other_site] =>
[not_listed] =>
[cover] => none
[content] => Attualmente, sul mercato si possono trovare diversi tipi di materiali da imballaggio in carta termosaldabili che possono differire molto l’uno dall’altro in termini di composizione e lavorabilità su macchine HFFS:
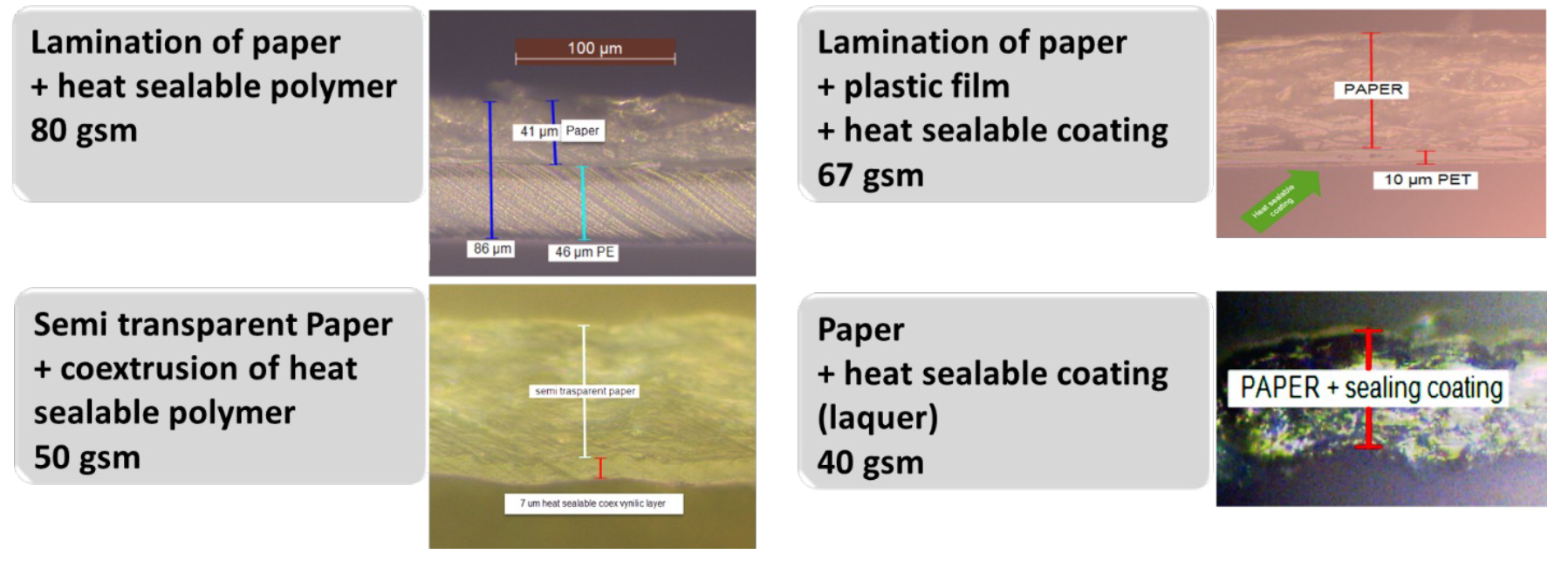
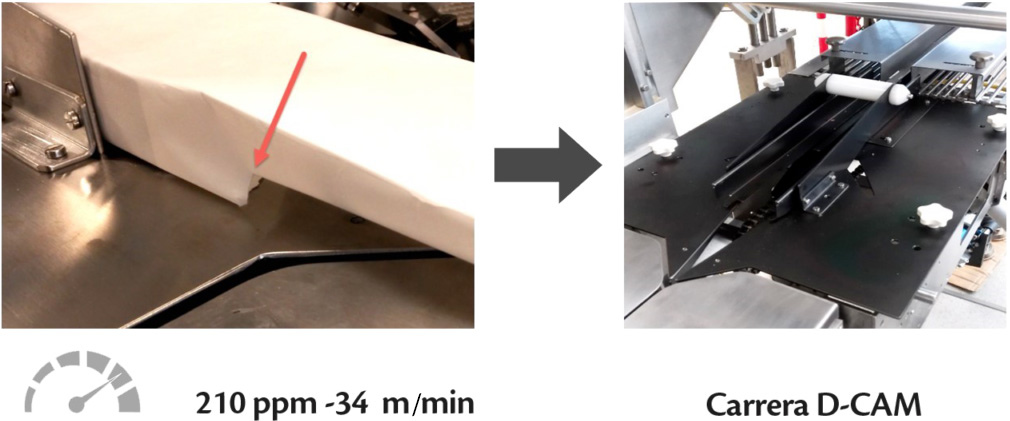
Alcuni di questi riescono ad essere lavorati facilmente (dal punto di vista dello svolgimento, della piega e della formatura) con una configurazione macchina standard.
Molti altri mostrano grandi problemi durante la lavorazione e sono spesso soggetti a rotture durante le operazioni di formatura/svolgimento:
Gli studi di OPENLab sulle possibili cause:
- Coefficiente di attrito – COF – imballaggio/imballaggio o imballaggio/parti di macchine
- Proprietà meccaniche dell’imballaggio
- Superficie di contatto tra imballaggio e parti della macchina
- Geometria del convogliatore (formatore)
- Inclinazione dell’imballaggio in entrata nel convogliatore
- Posizione della prima coppia di rulli di traino rispetto al convogliatore
Risultato: proprietà meccaniche dell’imballaggio – Possibile correlazione con la resistenza alla trazione a rottura
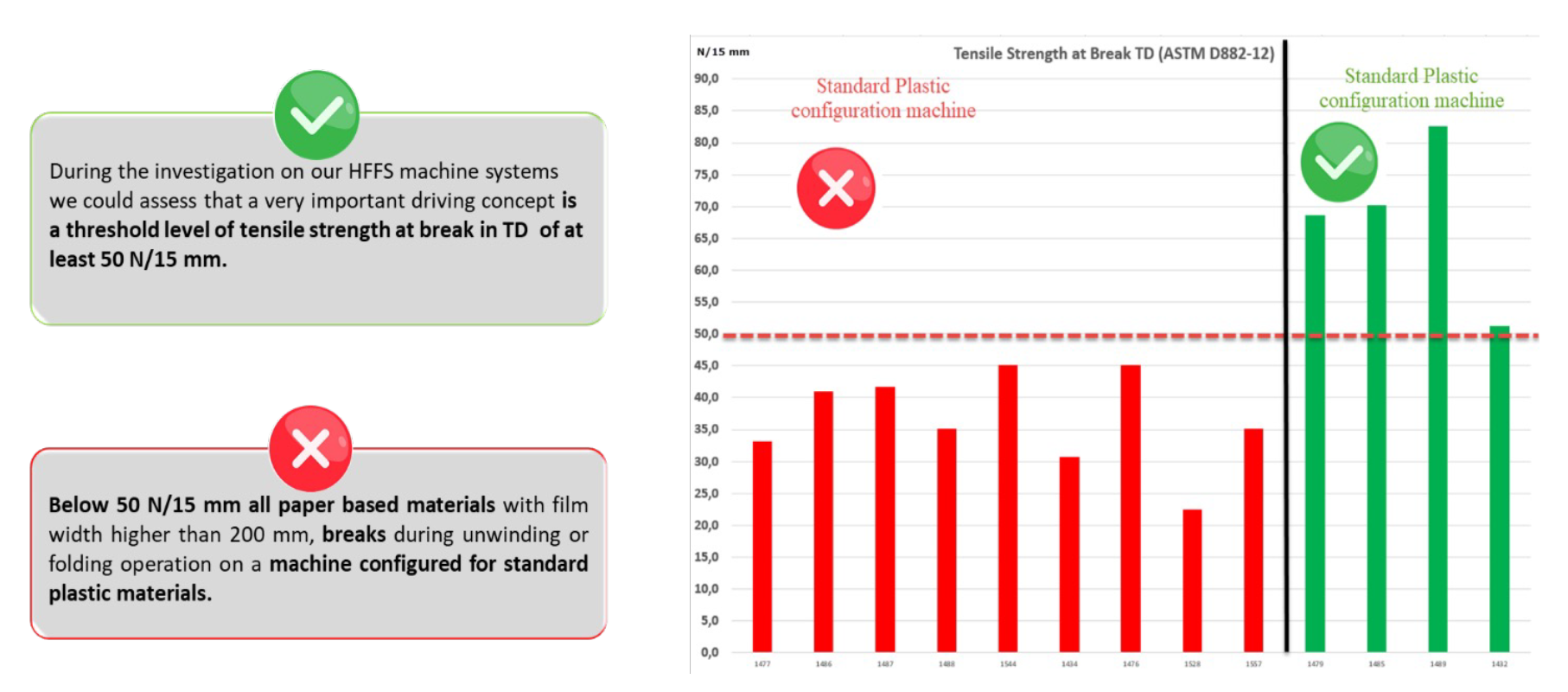
Queste osservazioni, insieme al lavoro di squadra con l’Ufficio Tecnico Meccanico, hanno portato al brevetto riguardante il concetto di Geometria Variabile (regolazione dell’inclinazione di alimentazione del materiale da imballaggio e della posizione dei rulli di trazione, geometria speciale del convogliatore).
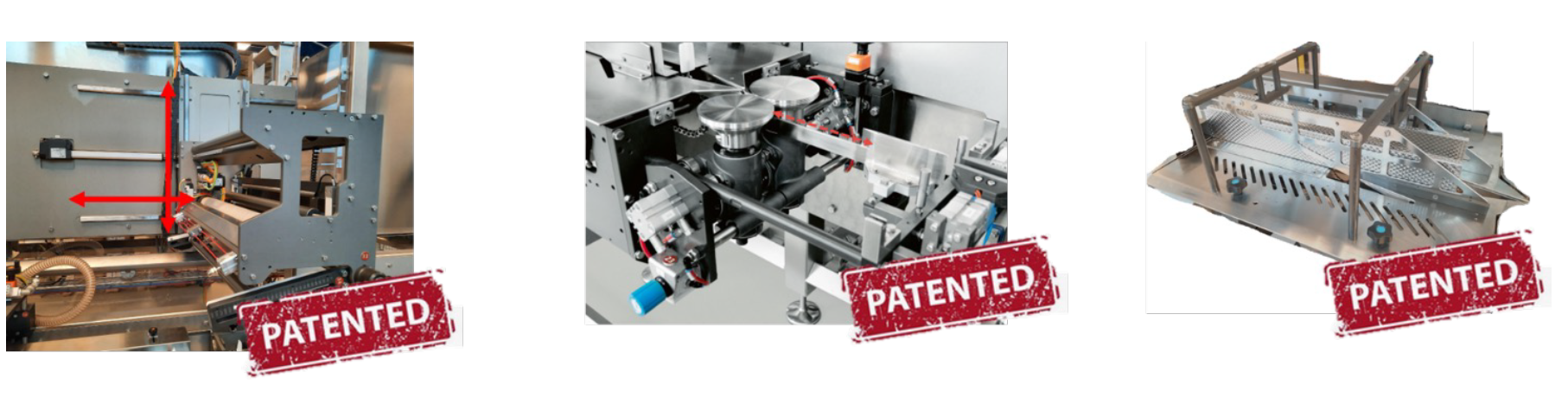
Tutti montati come moduli di Ilapak Delta OF 360X:

[sidebar_on] => 1
[label] =>
[rel_market] => Array
(
[0] => 3
)
[view_correlate] => 1
[main_title] => Other case Studies
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
[0] => case
)
[count] => -2
[terms] =>
[stream_thread] => Array
(
[main_title] => Other case Studies
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
[0] => case
)
[count] => -2
[terms] =>
)
[stream_bt] => Array
(
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => link
[button_id] =>
[button_class] =>
[text] => Other case studies
[icon] => list
[internal_link] =>
[link] =>
[link_page] =>
[tab] =>
)
)
)
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Get in touch
[content] => For any further information,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contact us
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
[sidebar] => Array
(
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Get in touch
[content] => For any further information,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contact us
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
)
)
Food/Chocolate
Ilapak Delta OF 360X – concetti di geometria variabile
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[firewall_cookie] =>
[minisite] => 244
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[copy_thread_to_other_site] =>
[not_listed] =>
[cover] => none
[content] => Stratigrafia @20x.
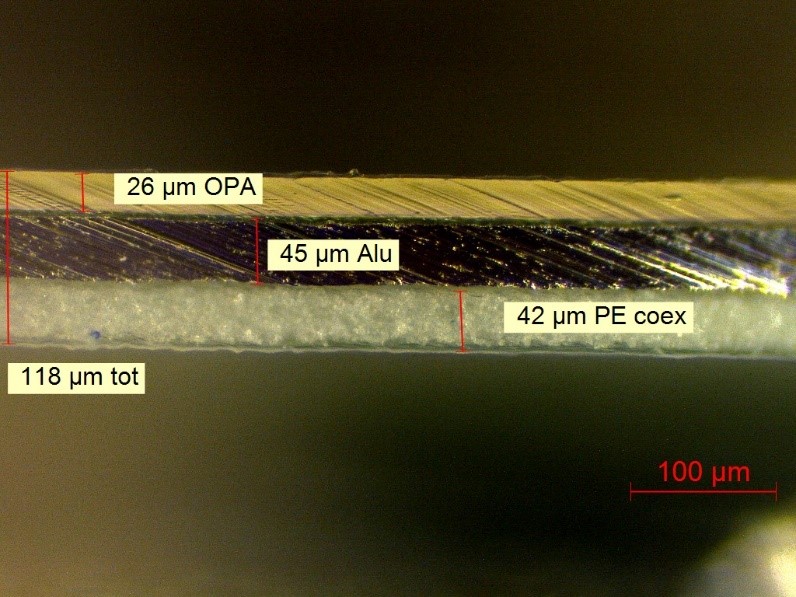 |
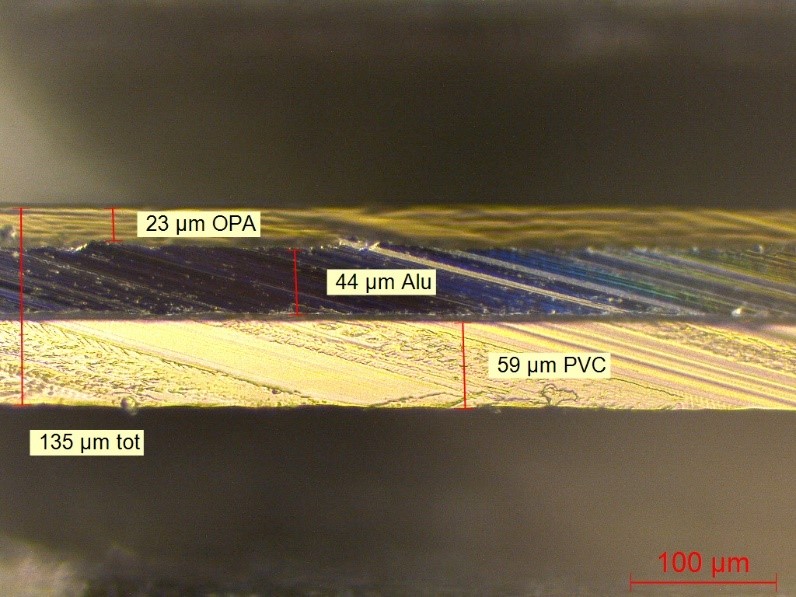 |
Spessori totali e dei singoli strati del materiale a base PE (sinistra) e base PVC (destra).
Analisi DSC
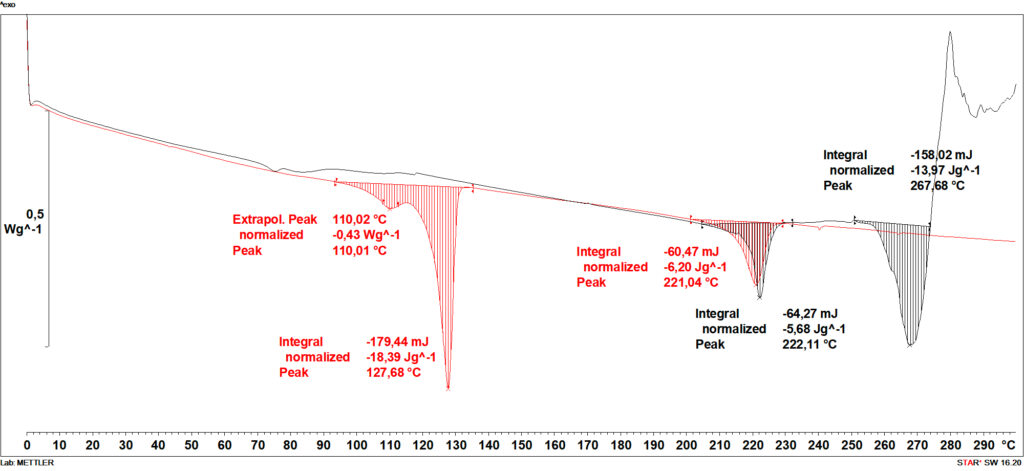
Picchi di fusione dei diversi strati (LDPE-HDPE@110-128 °C, PA@221-222 °C, PVC@268°C), utili a definire le condizioni di saldabilità e le tipologie di polimero.
Prove di trazione
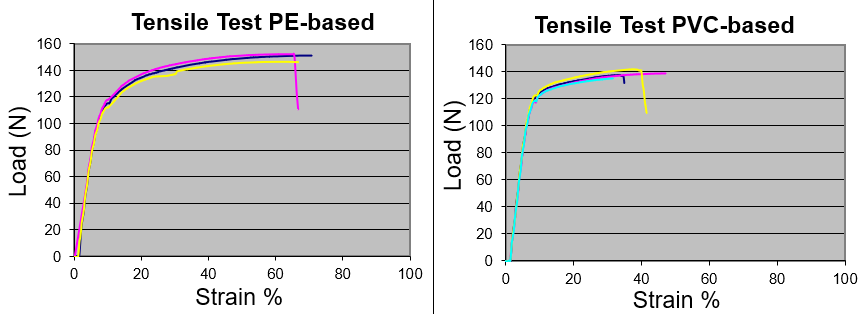
Comportamento meccanico in trazione: il campione a base PE sembra più “morbido” (meno rigido, con maggiore allungamento a rottura) del campione PVC. Questo può significare una differente risposta meccanica in fase di formatura.
Conclusioni
Quando un nuovo materiale sta venendo testato in macchina, comportamenti differenti dai materiali classici potrebbero essere spiegati dall’analisi in laboratorio dal punto di vista chimico-fisico e meccanico. Alcuni risultati hanno la potenzialità di dare suggerimenti sulle contromisure da adottare per processare in modo efficiente questi nuovi materiali.
[sidebar_on] => [label] => [rel_market] => Array ( [0] => 2 ) [view_correlate] => )
Pharma
Caratterizzazione di materiali formabili PVC-free per blister a confronto con materiali classici: un passo verso un packaging farmaceutico più verde.
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[minisite] => 244
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[not_listed] =>
[cover] => none
[content] => RICHIESTA DEL CLIENTE
Adottare un materiale compostabile e migliorare la shelf life del cioccolato senza comprometterne la qualità.
IMA-ILAPAK
Progettazione e produzione di soluzioni tecnologiche per poter processare il film a velocità comparabili rispetto ai materiali standard con la possibilità di utilizzare confezionamento in atmosfera modificata.
FILM PRODUTTORE- SACCHITAL- SAES GROUP
Progettazione di un film compostabile industriale a base carta ad alta barriera ai gas/umidità.
Problema 1: I materiali a base di carta hanno un coefficiente di attrito e rigidità più alti a causa della presenza di quantità elevate di fibre cellulosiche nell’imballaggio -> Consumo di parti meccaniche e rotture frequenti del materiale.
Soluzione: convogliatore (formatore) ripensato sia nella geometria che nel trattamento superficiale per ridurre gli effetti di attrito sulle parti macchina in contatto e stress meccanici sul materiale da imballaggio.

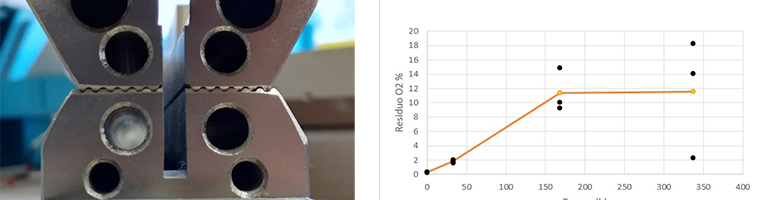
Problema 2: Le ganasce di saldatura a profilo standard producevano micro-perforazioni del materiale.
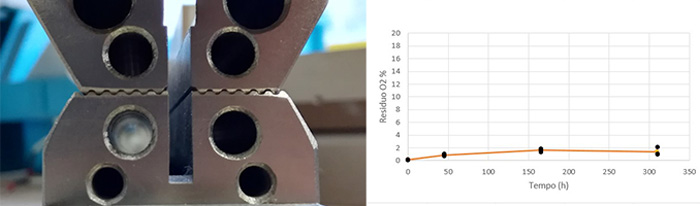
Le microperforazioni non venivano rivelate immediatamente. Solo monitorando il contenuto di ossigeno residuo nel tempo ha potuto rivelare che il gas permeava nella confezione molto lentamente.
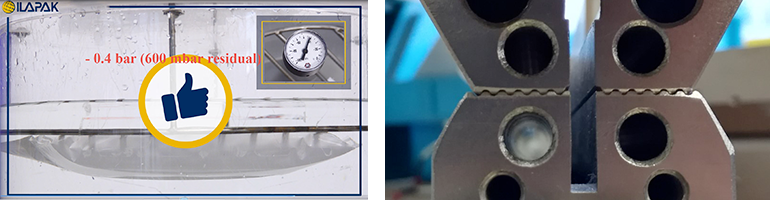
Soluzione: il ripensamento del profilo delle ganasce (meno aggressivo) ha evitato la produzione di microfratture, pur mantenendo buone proprietà di tenuta.
Il contenuto di O2 nel tempo è rimasto basso, mostrando la scomparsa delle microperdite.

Problema 3: I profili saldanti longitudinali classici a caldo potrebbero trasferire calore al prodotto danneggiandolo per fusione.
Soluzione: saldatura ad ultrasuoni per evitare le conseguenze dell’applicazione di calore sul prodotto..
[sidebar_on] => 1
[view_correlate] => 1
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Contatti
[content] => Per qualsiasi informazione,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contattaci
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
[sidebar] => Array
(
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Contatti
[content] => Per qualsiasi informazione,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contattaci
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
)
[rel_market] => Array
(
[0] => 3
)
[main_title] => Scopri gli altri Case
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
[0] => case
)
[count] =>
[terms] =>
[stream_thread] => Array
(
[main_title] => Scopri gli altri Case
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
[0] => case
)
[count] =>
[terms] =>
)
[stream_bt] => Array
(
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => link
[button_id] =>
[button_class] =>
[text] => View all OpenLab Case Histories
[icon] => list
[internal_link] =>
[link] =>
[link_page] =>
[tab] =>
)
)
)
[firewall_cookie] =>
[copy_thread_to_other_site] =>
[label] =>
[cover_image] =>
)
Food/Chocolate
Imballaggio a base carta: una soluzione sostenibile per le barrette di cioccolato biologico.
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[minisite] => 203
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[not_listed] =>
[cover] => none
[content] => Questo è un tipico caso di studio dove si dimostra che un semplice cambio della miscela di composizione dello strato saldante di un materiale può portare a incrementi della velocità di produzione anche oltre il + 50%.
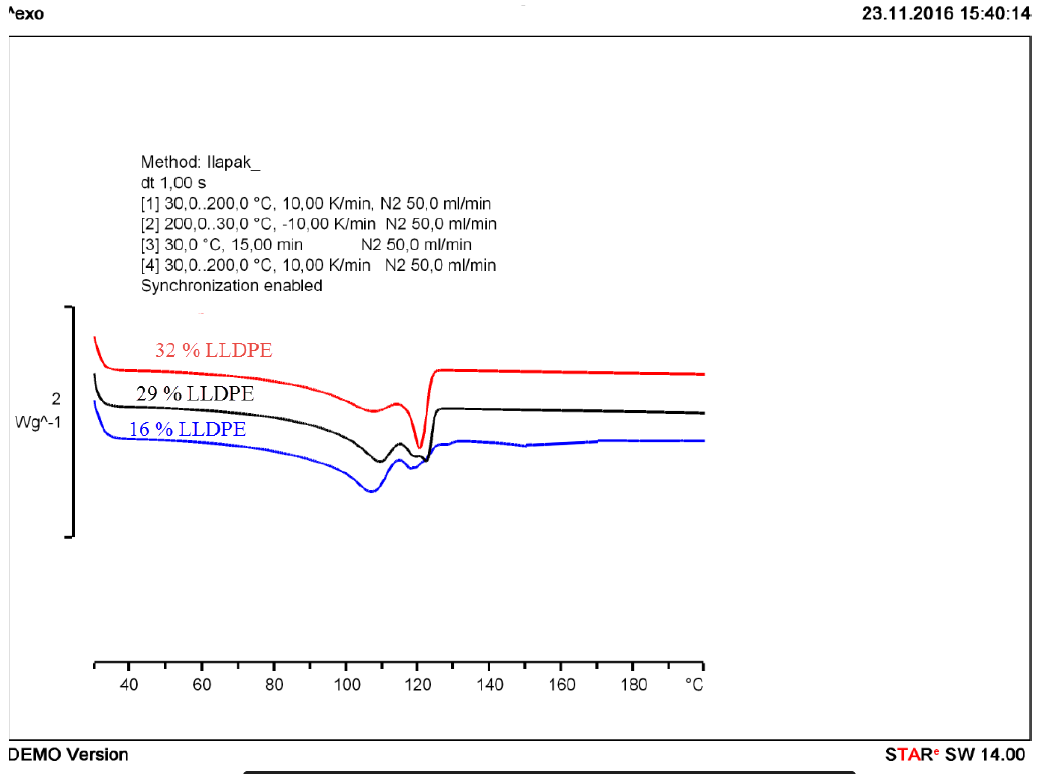
A detta del cliente i 3 campioni di film erano del tutto identici e doveva cambiare solo il soggetto di stampa.

L’analisi tramite Calorimetria a Scansione Differenziale (DSC) ha potuto evidenziare dei profili termici nettamente differenti e scarsamente sovrapponibili dai quali si è potuto evincere nello strato saldante dei 3 campioni la presenza di quantità crescenti dal 16% fino al 32 % di LLDPE (Polietilene lineare a bassa densità).
In definitiva si è potuta osservare una correlazione diretta tra composizione dello strato saldante e la velocità massima di produzione raggiungibile a parità di altre condizioni.
In un caso come questo il laboratorio ha potuto guidare il cliente nella scelta del packaging più idoneo per ottenere il massimo delle prestazioni.
[sidebar_on] => 1
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Contatti
[content] => Per qualsiasi informazione,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contattaci
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
[sidebar] => Array
(
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Contatti
[content] => Per qualsiasi informazione,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contattaci
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
)
[view_correlate] => 1
[main_title] => Scopri gli altri Case
[stripe_view] => all
[type] => openlabCase
[count] => 6
[terms] =>
[stream_thread] => Array
(
[main_title] => Scopri gli altri Case
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
)
[count] => 6
[terms] =>
)
[stream_bt] => Array
(
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => link
[button_id] =>
[button_class] =>
[text] => View all OpenLab case Histories
[icon] => list
[internal_link] => 1
[link] =>
[link_page] => https://ima.it/en/open-lab-old/case-histories/
[tab] =>
)
)
)
[rel_market] => Array
(
[0] => 9
)
[firewall_cookie] =>
[copy_thread_to_other_site] =>
[label] =>
)
Tissue & Nonwoven
Confezionatrice orizzontale Delta 6000 per il packaging di salviette umidificate: una velocità diversa per lo stesso materiale?
Dismissclose
Relive
Relive
Achema
The exclusive tech videos shot during Achema 2024 are now available on our dedicated website