menu

Pharma Website
Choose the market
blur_on
Scaling up a film coating process
1. Introduction
Scaling up of film coating processes can be critical as the technology is very complex. However, several approaches were developed on how to conduct a product transfer from pilot to production scale.
One method could be, to use the amount of dispersion applied on a single core, while it is passing the spray pattern.
2. Objective
In a first theoretical approach the dependency of the coating result on the dispersion uptake of a single core was investigated [1]. As it is difficult to apply the results of these calculations practically, the number of nozzles can be taken as a measure for this parameter.
It could be shown, that by keeping the ratio of spray rate and inlet air quantity as well as the spray rate per nozzle and the drum speed constant, comparable results in different scales could be achieved.
3. Experimental
Materials
Kollicoat® Protect is a combination of Kollicoat® IR: polyvinyl alcohol in the ratio 6:4. Due to its excellent properties, it can be used as film former for effective moisture protective instant release coatings [2]. Table 1 shows the formulation tested.
| Excipient | Quantity (%) |
| Kollicoat Protect | 25.0 |
| Kaolin | 67.0 |
| Titanium Dioxide | 3.0 |
| Iron Oxide (brown)25.0 | 5.0 |
Table 2: formulation tested
Equipment
Side vented pan coater Perfima 200, IMA S.p.A. (Bologna, Italy). Figure 1 and 2.
Methods
In contrast to other types of equipment, the positioning of the shark fin baffles on the perforated wall of the Perfima 200 allows an effective mixing even of small batches. Therefore, batch sizes from 35 to 136 kg can be coated in one coater without interchanging the drum (Figure 2). Given the same drum size and a constant peripheral speed it can be assumed that the tablet speed in the spray pattern is constant independent of the batch size.

Figure 1: Perfima set up [3]

Figure 2: Shark fin baffles used in the Perfima 200 [3]
Therefore, the same drum speed was used in all trials. Only the number of nozzles was adapted to the amount of tablets. The fact that the drying efficiency depends on the ratio between overall spray rate and amount of process air [4] can be used for scaling up, by keeping the inlet air quantity per nozzle constant (Table 2). To show that this criterion can be used for scaling up of film coating processes, the trials were started using the optimal coating conditions (short and robust process) in large scale.
| Trial | Number of nozzles | Batch size (kg) | Inlet air quantity (m3/h) | Inlet air temperature (C°) |
| 1 | 4 | 136 | 3,500 | 65 |
| 2 | 3 | 136 | 2,625 | 65 |
| 3 | 3 | 75 | 2,625 | 65 |
| 4 | 2 | 75 | 1,750 | 65 |
| 5 | 2 | 35 | 1,750 | 65 |
Table 2: Tested parameters at constant spray rate per nozzle and pan speed
4. Results
For the batch size of 136 kg an optimal inlet air quantity of 875 m³/h per nozzle (overall 3500 m³/h) was found using 4 nozzles with a spray rate of 100 g/minute per nozzle (overall 400 g/minute). Reducing the batch size and number of assembled nozzles, the trials shown in Table 3 were performed. The coating results achieved in the different trials were the same. Also parameters like exhaust air humidity showed comparable values [4].
| Trial | Number of nozzles | Batch size (kg) | Inlet air quantity (m3/h) | Spray Rate (g/min) |
| 1 | 4 | 136 | 3,500 | 400 |
| 2 | 3 | 136 | 2,625 | 300 |
| 3 | 3 | 75 | 2,625 | 300 |
| 4 | 2 | 75 | 1,750 | 200 |
| 5 | 2 | 35 | 1,750 | 200 |
Table 3: Scale-up parameters at constant spray rate per nozzle and pan speed
5. Discussion
Taking into consideration the results of the above mentioned trials, the following scale up scheme for the Perfima 200 and the used Kollicoat® Protect formulation can be developed (Table 4). As a first step in scale up processes, it can be recommended to determine the shortest process time (highest applicable spray rate per nozzle) possible in lab scale. With the found parameters, all further scale up steps can be easily calculated analogue to the suggested procedure (Figure 3).
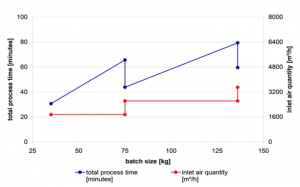
Figure 3: Dependency of process time on batch size an number of nozzles used
| Number of nozzles | Batch size (kg) | Spray Rate (g/min) | Inlet air quantity (m3/h) | Process Time (minutes) |
| 2 | 35 | 200 | 1,750 | 31 |
| 2 | 75 | 200 | 1,750 | 66 |
| 3 | 75 | 300 | 2,625 | 44 |
| 3 | 136 | 300 | 2,625 | 79 |
| 4 | 136 | 400 | 3,500 | 60 |
Table 4: Scale-up process calculated on 3.5% weight gain using a constant drum speed
It could be proved that in pilot scale the process time has to be maximal short to simulate the final coating process in production scale. Technically, a homogeneous coating might not be achieved within a short process time.
Depending on the coating equipment (amount and design of baffles) and the polymer used the mixing property might not be sufficient to enable a uniform coating distribution. In any case, for scaling up the shortest process (i.e. fastest possible spray rate with sufficient drying) is of interest, independent of the homogeneity of the applied coating.
As the coating quality is more depend on the dwell time of the core in the spray pattern than on the batch size [4], the above mentioned approach should be applicable for all up scaling processes using the same type of technology (e.g. side vented coating technology with completely perforated pan).
6. Conclusions
- Independent from scale, the ratio of spray rate to inlet air volume is responsible for the surface quality. Using this parameter scale-up calculation can be easily done.
- Process times in small scale have to be as short as possible to be comparable with large scale.
- The Perfima 200 is a variable coater system enabling a broad range of batch sizes.
- Kollicoat® Protect can be used with a very low polymer content of just 25% in pilot and production scale. This enables formulations offering highest protective properties against ambient moisture.
References
[1] T. Cech, F. Wildschek, Scale-Up of Film Coating Processes, Excipient Fest Europe, June 17-18, 2008, Cork, Ireland.
[2] T. Cech, K. Kolter, Developing an Instant Release Moisture Protective Coating Formulation based on Kollicoat® Protect as Film Forming Polymer, PBP World Meeting 2008.
[3] I.M.A. S.p.A., 40064 Bologna, Italy.
[4] T. Cech, F. Wildschek, C. Funaro, G. Mondelli, F. Cembali, Investigating the Dependency of the maximum Spray Rate on the amount of Inlet Air used, Excipient Fest Europe, June 17-18, 2008, Cork, Ireland.