Pharmakeyboard_arrow_rightWhite Papers / How to improve dies loading when using poor flowable powders.
menu

Federica Giatti, Compression Technologist at IMA Active Fabriano Ferrini, Product Manager for tablet presses at IMA Active |
Troubleshooting is a form of problem solving, often applied to repair failed products or processes on a machine. It is a logical, systematic search for the source of a problem in order to solve it and make the product or process operational again. Tablet compression is a science and an art, and a host of factors contributing to a successful product run.
Troubleshooting is certainly a critical point on tableting; some of the main problems that manufacturers experience, including insufficient tablet hardness, inconsistent tablet weight, incorrect flow of formulation through the feeding system can often be corrected by making adjustments to the tablet press or its systems. [1]
Loading in dies is one of the most critical part during tableting, choosing the most robust feed frame design and settings of die-filling ensures flexibility on tableting output and moderate possible process drifting. Problems such as weight and hardness variation, segregation, lamination, capping and sticking can be controlled if die filling is reproducible and in a state of control.
In an ideal tableting process, powders should be free flowing, characterized by particles with a narrow range of particle size distribution, cohesive enough to hold and stay together but not too much, so that they can adhere to punches and dies surface. Typically in direct compression approach, some powders show poor flowability, high value of moisture content thus limiting the free flowing in dies occurring troubles such as weight instability or low production output. Aim of this study was optimizing feed frame design and tableting process parameters to increase die-filling uniformity for a poor flowable powder on an industrial rotary tablet press (Prexima 300, IMA, Italy).

Lactose based blend was used as a poorly flowable model formulation providing two type of lactose, a finer one (GranuLac 200, Meggle) and a coarser one (Tablettose 70, Meggle) and magnesium stearate (Ligamed MF-2-V, Peter Greven) as lubricant (Table 1).
| Compounds | Content [%] |
| Granulac 200 | 74.0 |
| Tablettose 70 | 24.5 |
| Ligamed MF-2-V | 1.5 |
Table 1: qualitative and quantitative formulation of poor flowable powder.
The blend was technologically analyzed in terms of flowability (Carr Index), L.O.D and particle size distribution. Carr Index resulted 28 (corresponding to a poor flowable classification), L.O.D. measured at 105 °C, was 0.12% and the particle size distribution is characterized as quite inhomogeneous (Figure 1).
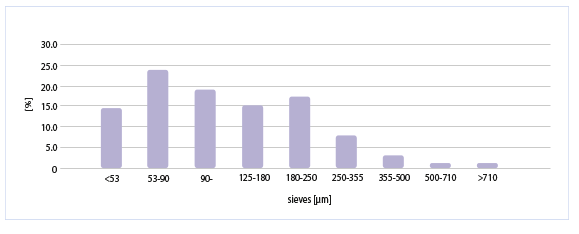 Figure 1: particle size distribution of the model formulation.
Figure 1: particle size distribution of the model formulation.
The scope of the study was maximizing force-hardness profile (trial 1), minimizing Relative Standard Deviation (RSD, %) on weight (trial 2) and maximizing output (trial 3) focusing always on tablet weight RSD for the poor flowable powder described.
Trials conditions were decided in advance and can be summarized as:
Equipment used was Prexima 300 (IMA, Italy) equipped with Euro-B turret hosting 41 stations and Euro-BB round bi-convex punches (diameter 8 mm).
Choosing the best feeding system with blend dedicated-paddle shape played a key-role for hitting the target required. The different machine setting, process parameters and paddles shape has been evaluated based on RSD (%) on main compression force and tablet weight. First preliminary trials were performed in standard conditions (standard feeder with two flat paddle profile) but no benefits were observed. Consequently, a three-paddle feeder was mounted to load the lactose-based blend, showing evident improvements. Once feeding system type was identified, different paddle shape have been analyzed (Figure 2) [2]: it is important to distinguish the function of each of the paddles inside the feeder; in particular the paddle on the left is more responsible or powder loading in dies, instead the one on the right is responsible for die filling control. The additional one (third paddle) delivers smoothly the powder during hopper flowing.

Figure 2: possible paddle shape profile.
According to these different features, each paddle (left, right, third) was individually evaluated in order to choose the best feed frame design.
Influence of left paddle design was deeply studied in trial 2. The starting condition was with flat shape paddle mounted in all positions (Table 2).
| Paddle profile | Main compression RSD (%) | Tablets weight RSD (%) |
| Flat | 6 | 0.79 |
| Flat Slanted | 6.2 | 0.78 |
| Round | 6.5 | 0.87 |
| Round off-set | 5.9 | 0.70 |
| Round off-set with fewer rods | 2.5 | 0.50 |
Table 2: influence of left paddle profile on process performance.
The paddle with fewer round off-set rods, evidenced lower RSD (%) on main compression force and on tablet weight; therefore it was selected in the prosecution of the study. Shifting the attention to the right paddle, same criteria were applied (Table 3).
| Paddle profile | Main compression RSD (%) | Tablets weight RSD (%) |
| Flat | 3.7 | 0.62 |
| Flat Slanted | 3 | 0.35 |
| Round | 7.4 | 1.17 |
| Round off-set | 7 | 1.09 |
Table 3: influence of right paddle profile on process performance.
At the end, influence of the third paddle defined the most robust feed-frame design (Table 4).
| Paddle profile | Main compression RSD (%) | Tablets weight RSD (%) |
| Flat slanted | 3.7 | 0.64 |
| Round off-set | 3.5 | 0.54 |
| Round off-set with fewer rods | 4.2 | 0.67 |
Table 4: influence of the third paddle profile on process performance.
To conclude, the defined feed frame design was round off-set with reduced rods on the left, flat slanted on the right and round off-set as third paddle. With this configuration, the process reached the highest possible stability for all the trials performed.
Poor flowable blend was successfully compressed at its best, improving process parameters and machine settings: in particular, thanks to feed frame profile optimization, die-filling uniformity was increased and process became robust and reproducible. Additionally, tablet press output was maximized maintaining tablets’ quality within desired range with enhanced density. Three paddle feeder with customized paddle profile is the linchpin to achieve the goal. Moreover this case study prove that the Prexima series is adaptable and efficient with different types of material thank to its state-of-art technology.
References
[1] D. Kirsch, Fixing Tableting Problems, “Pharmaceutical Technology”, 39 (5), 2015.
[2] F. Giatti, Suggestion for choosing an appropriate tablet press feeding system, “Tablets & Capsules”, April 2018.