Pharmakeyboard_arrow_rightFreeze drying scale-up and product quality improvement of an exotoxin drug formulation
menu

Lab4Life – The Lyophiliser Process Development Laboratory
The LAB4LIFE Development Lyo Laboratory is located at IMA Life North America (NY) manufacturing facility.
The team includes a number of industry experts who provide assistance to customers worldwide with product development, scale up and qualification. The team is also dedicated to discovering innovative processes and technologies and is ready to share new developments. To enhance this offering, IMA Life has built a development laboratory at the manufacturing facility in Tonawanda, NY, USA.
The Lyophiliser Process Development Laboratory consists of a certified clean room and an analytical support laboratory. In addition, formulation, filling and freeze-drying equipment is available to develop pharmaceutical and biopharmaceutical products in batch sizes up to 20 litres. The IMA Life Technology Team is always at your disposal for any requirement about IMA Life lyo technologies.
Challenge Outline
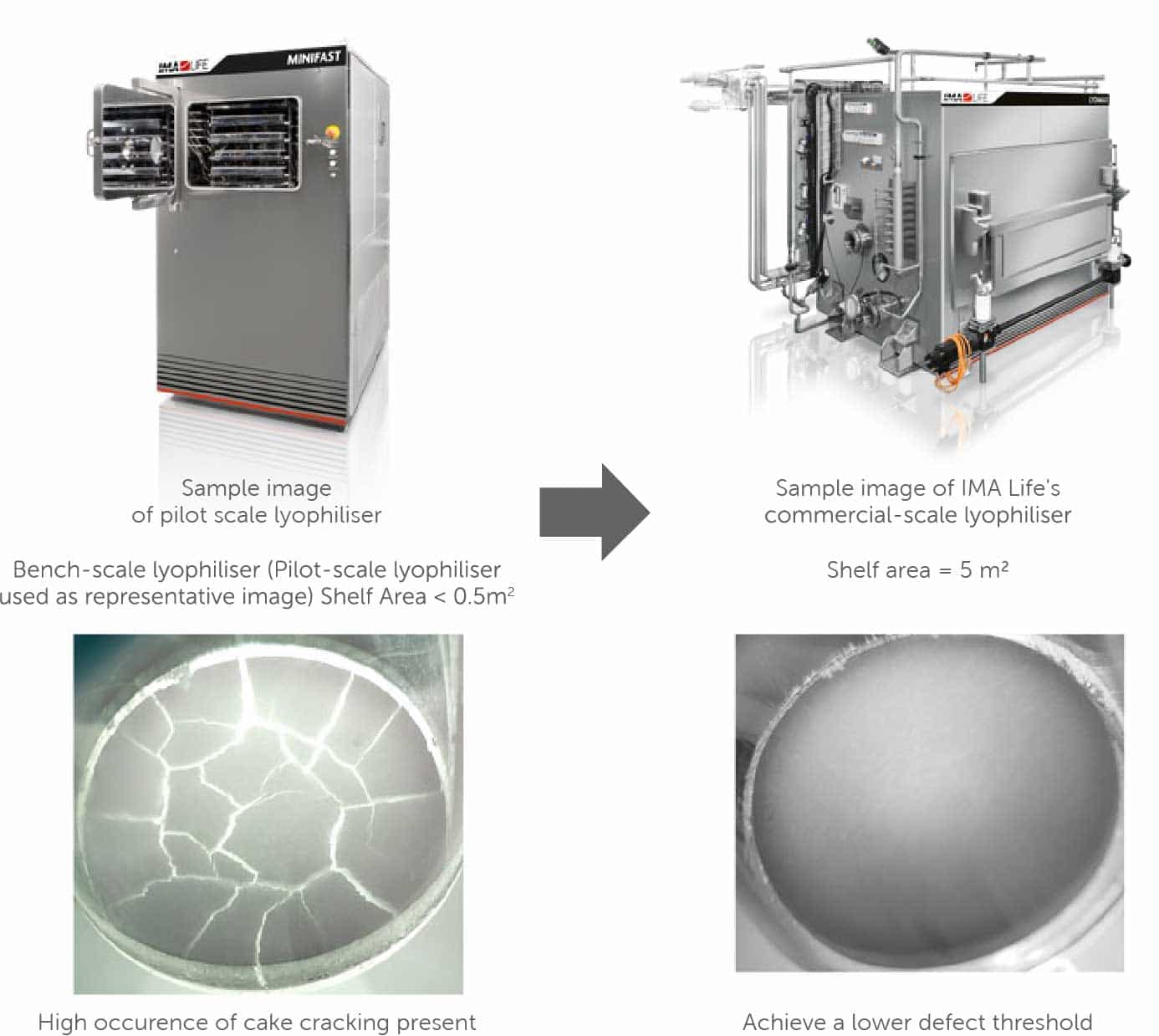
Customer worked with the production of an exotoxin drug formulation and aimed to continue production using a commercial scale IMA lyophiliser, Lyomax 5 (5 m2), with a cycle developed in a bench-top lyophiliser (<0.5 m2). The customer cycle, however, produced lyophilised cakes with a cracking defect and was not ready for use in a commercial lyophiliser without further testing.
Objectives
Expected outcomes
Approach
Objective 1: improve critical quality attributes
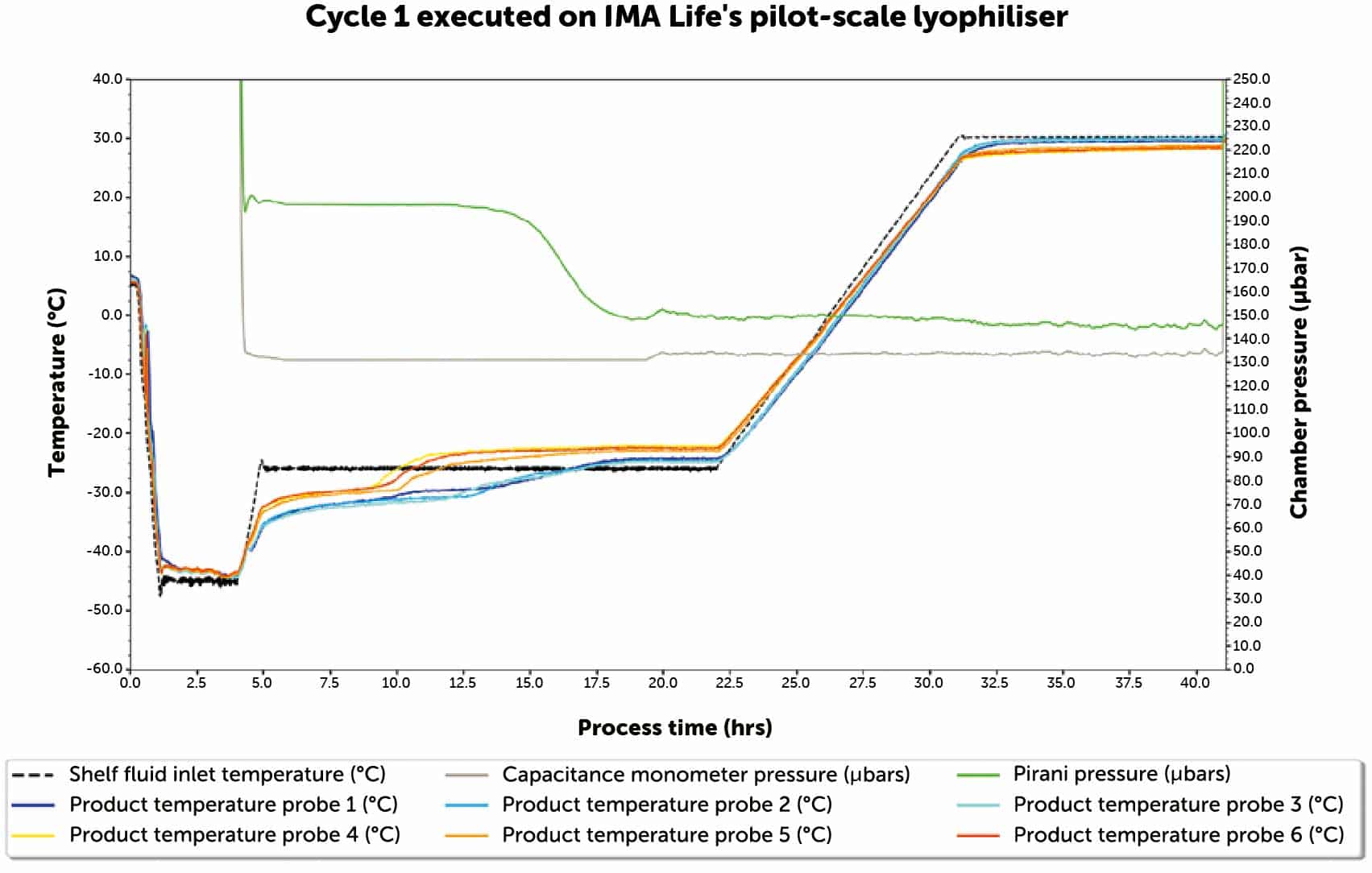
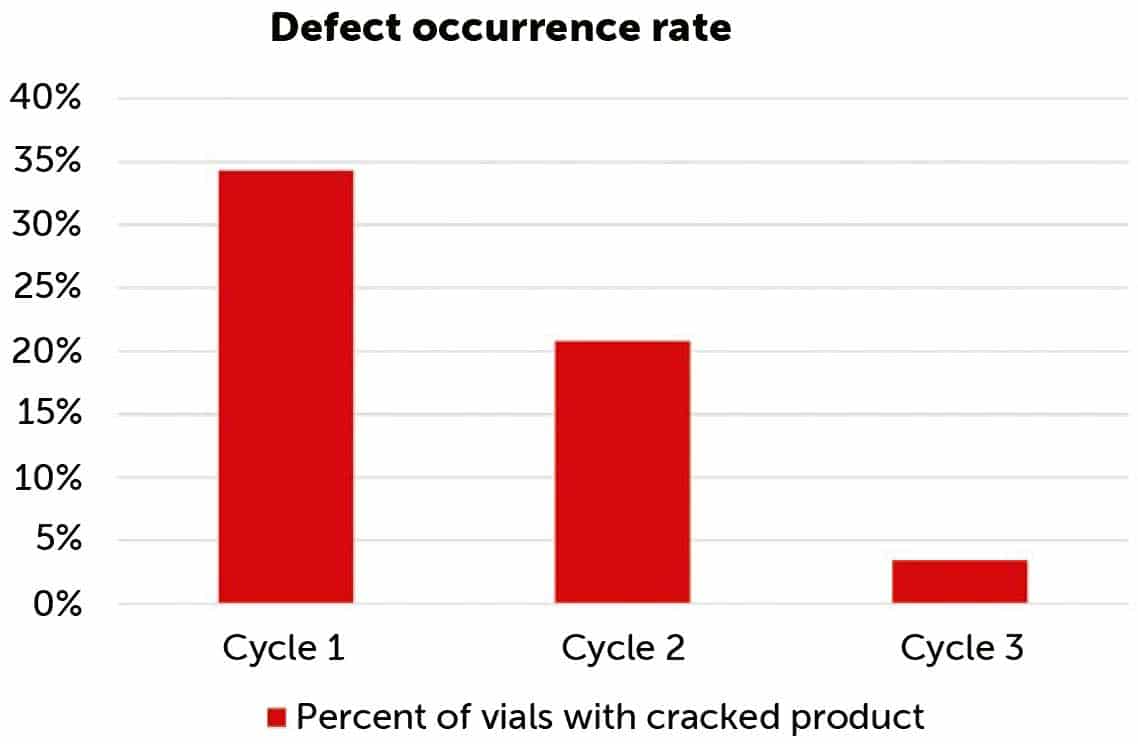
Three cycles were performed to achieve a reduction in occurence of cake cracking. Cycle 1 used process parameters identical to the customer’s lab-scale operations but in IMA’s pilot-scale lyophiliser. Cycles 2 and 3 modified the process parameters used in Cycle 1 via annealing to decrease the defect occurrence rate. Defect occurrence rate was reduced from 34.3% to 3.4%.
Objective 2: understanding critical process parameters
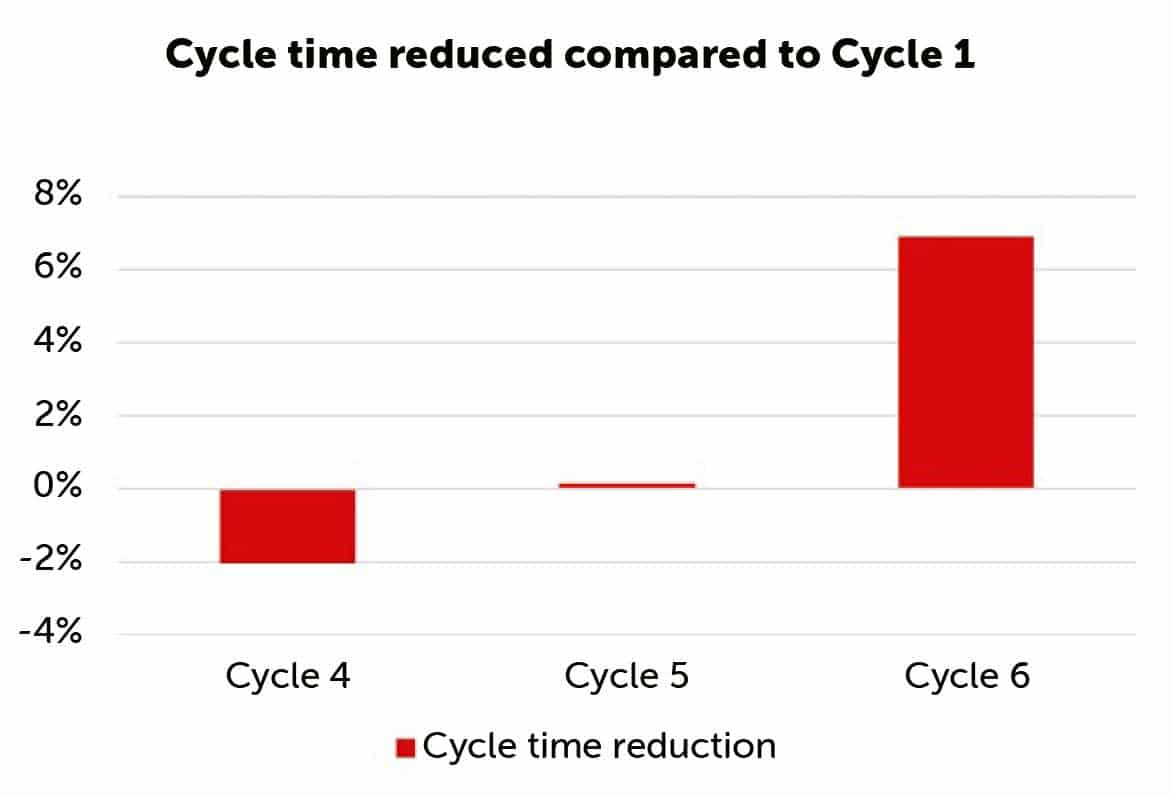
As a consequence of a decreased defect occurrence rate, overall cycle time in Cycle 3 was increased by 3.4%. An exotoxin-specific design space was created to characterize the product behaviour as changes to the process parameters were made for future cycles. Three additional cycles were performed to achieve a reduced overall cycle time. Cycles 4, 5 and 6 modified the drying parameters executed in Cycle 3 and was able to reduce cycle time by 6.9%.
Objective 3: Develop robust process design space
The customer implemented process parameters from Cycle 6 for use in their commercial lyophiliser. The customer executed 2 engineering runs and data was analyzed by IMA to optimize cycle parameters. Through use of the design space parameters, IMA designed a cycle with consistent product temperatures for use in cGMP aseptic manufacturing.
Overall results
Using a quality-by-design (QbD) methodology, IMA was able to not only understand and optimize critical process parameters (CPPs) via reduction in overall cycle time, but also optimize critical quality attributes (CQAs) via reduction in defect occurrence across the exotoxin product batch.
Summary
IMA was able to assist a customer specializing in production of an exotoxic formulation to scale up their process from a bench-top lyophiliser (< 0.5 m2) to a commercial scale lyophiliser (5 m2). Three objectives were set and satisfied as outlined below:
| Objective | Outcome |
| Reduction in cake cracking defect | Cracking reduced from 34.5% to 4.5% |
| Optimize process efficiency | Cycle time reduced by 7% |
| Adjust cycle parameters for commercial-scale | Consistent product temperatures were achieved using design space parameters |
![]()