menu

Pharma Website
Choose the market
blur_on
High productivity without facing deviations in quality is the main target of every pharmaceutical company.
Application of NIR spectroscopy for tablets manufacturing control.
Introduction
High productivity without facing deviations in quality is the main target of every pharmaceutical company. Powders free flowable, characterized of particles uniform within a narrow particle size range, cohesive enough to lock and hold together but not too much so they can adhere to metal surface, represent the ideal purpose to hold an ideal tableting process.
Several variables should be taken in consideration in a common tableting process flow: raw materials variations or deviations in granulation or handling could affect the quality of final blend generating problems such as segregation, inhomogeneity, capping, lamination or incapability to reach tablets quality. It is common to monitor weight, thickness, hardness, friability and API content and maintaining minimal variation in each can be translated in high quality.
In a Quality by Design & PAT approach, using specialized sensors as NIR, placed in accessible area of tablet-press can deliver real-time data about chemical and physical attributes of the raw materials, intermediate or final products. These areas correspond to what goes in and what goes out, that means, in a tablet-press, feeding system and the chute through which tablets are ejected.
On the feeding system there’s the possibility to manage the blend and not the tablets already done: two strategical positions have been analyzed, near the paddles, element itself that could cause variation in density or physical characteristics because of their rotation, or pipe of feed frame through which the blend flows in process area.
What it is very hard to achieve in a NIR control on the chute is the high speed of tablets production: several probes should have been mounted in the machine in order to control the 100% of production.
Therefore, what it is more important, is that no retroaction is possible: if something happens, the batch is already produced.
In this case study of tableting control, the purpose is evaluate potential mixing trouble using three different formulation through MicroNIR probes positioned on the feed frame (MicroNIR PAT-U®, VIAVI) or on the loading system pipe (MicroNIR PAT-W®, VIAVI) of Prexima 300.
Materials and method
Tests were conducted on Prexima 300, IMA Active’s tablet press for medium production output. Prexima ensures complete separation between processing and mechanical areas thanks to the use of purposely designed seals and protections. Along with this feature, the design also provides great accessibility: the processing area is fully accessible once the external doors are opened, while access to the machine basement is required only for maintenance.
The Prexima’s compression support is based on three columns linked together by two strong cast iron structures. The compression rollers are incorporated within the two cast iron structures and supported on both sides. This exceptionally sturdy structure – an essential requirement for high quality tablets – guarantees both pre-compression and main compression forces up to 100 kN with maximum reliability.
Three formulation, lactose based, were tested variating talc content from 1% to 3%, and 5% (Table 1).
| Ingredient | m.u. | Formulation 1 | Formulation 2 | Formulation 3 |
| Lactose | % | 98 | 93 | 94 |
| Talc | 1 | 3 | 5 | |
| Magnesium stearate | 1 | 1 | 1 |
Table 1: formulation used.
The second formulation is the desired one that means the one that manufacturer is looking for and already deeply known. The others, instead, simulate deviation from correct blending process because of, for example, segregation or demixing trouble: if talc isn’t distributed at its best, NIR probe could detected lower, 1 %, or higher, 5%, concentration.
Trials were performed loading in the hopper first the lower talc dosed formulation, then the desired one and, last, the higher talc dosed formulation. Powders were fed in machine continuously in order to simulate real process deviation.
Results and conclusions
First evaluation assessed the impact of probes position in a standard through-the-window application: sensors, that were acquiring at same time, recorded data that were pretreated in order to smooth interpretation (Figure 1, Figure 2).
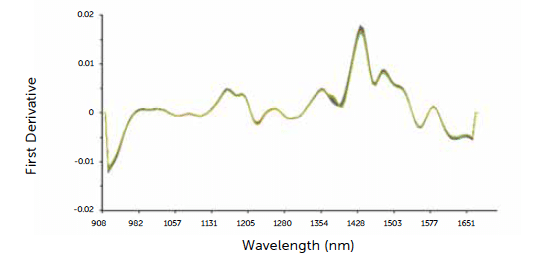
Figure 1: data pre-treated acquired on feed frame.
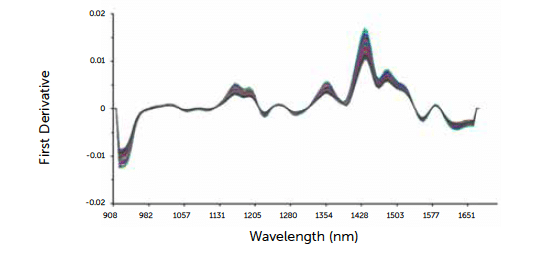
Figure 2: data pre-treated acquired on loading system pipe.
Comparing these graphs, for through-the-window application, feed frame position reports higher variation than loading system pipe location: in particular, second graph at 1391 nm clearly evidences talc variation during process. For easier data interpretation, the case study was led focusing on loading system pipe probe position: the presence of paddle, according to their speed, can change the powders density and, as consequence, the finger prints of the NIR acquisition.
Therefore, NIR could detect presence of air, generated from movement of paddles, or some empty space if the blend does not flow at its best and it sticks to paddles themselves. During process, paddles speed can be changed, affecting on powder density: NIR could detect a critical variation that is not really conditioning the good quality of final tablets but only required an adjustment on dosage chamber that, in IMA machine, is automatically done. In order to understand how blend fingerprints was changing in time and if there was some clear variation that allows the operator to understand that process is going towards a bad quality of tablets, moving block standard deviation (MBSD) and moving block mean
(MBM) can help in prediction (Figure 3, Figure 4).
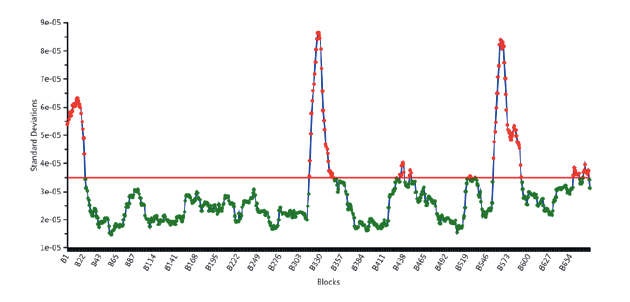
Figure 3: moving block standard deviation.
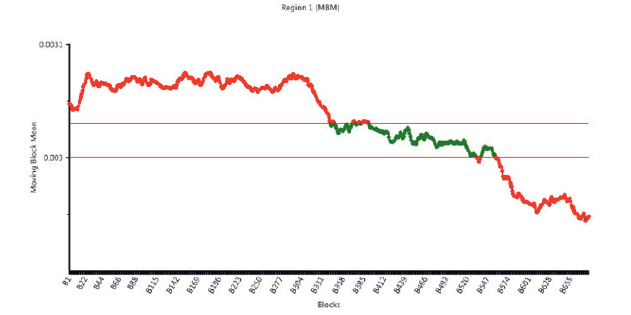
Figure 4: moving block mean.
Graphs show presence of three different areas corresponding to the three different formulation used: in MBM, it is possible to select a window in which quality is guaranteed. Working within limits (green line) means selecting space where optimum is fulfilled, instead if some variations occur, dots will be placed outside the range selected causing, probably, process deviations.
With principal component analysis algorithm, it’s possible to confirm the presence of three different formulation studied and the possibility to monitor intermediate phase (ringed red in Figure 5), where process is drifting because: for this case study, the previous and the following formulations of tests were mixed due to the continuous flow of blends in the hopper.
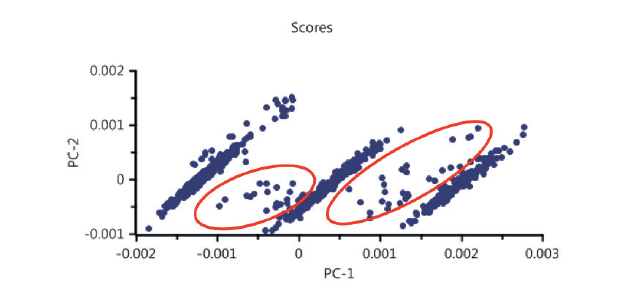
Figure 5: principal Component Analysis.
In conclusion, this case study evidences the suitability of NIR probes in Prexima and the possibility to follow in real-time powder characteristics monitoring granulation, blending or handling problems.
Aim of study was reached by defining impact of probe location on data acquisition for through the window standard application.
Selecting PAT NIR probe in pipe loading system could be advantageous in order to prevent process deviations and stop the machine before powder has been gone through process area.
Thanks to smoother graph, in pipe loading system application, the attention is focalized in blend fingerprints without other variables such as paddles movement. Using feed frame probe location could be only advantageous in order to monitor powder just before compression step: optimizing probe type by using immersion probe could be an option.
Finally, regarding the future in particular towards continuous manufacturing, NIR application can help predicting deviations from quality for example using moving block mean in real time fixing the window in which quality is guaranteed. After some measures outside fixed limits, a critical alarm can stop the machine avoiding out-of-specification situations. Statistical post-process NIR analysis can be also implemented in order to verify, in a redundant way, the quality of tablets and be sure that what goes in and what goes out is completely fitting the required quality.


{kind=link}
More IMA Active Case Studies
Dismissclose
Relive
Relive
Achema
The exclusive tech videos shot during Achema 2024 are now available on our dedicated website