menu

Pharma Website
Choose the market
blur_on
Post published on 01/09/2025
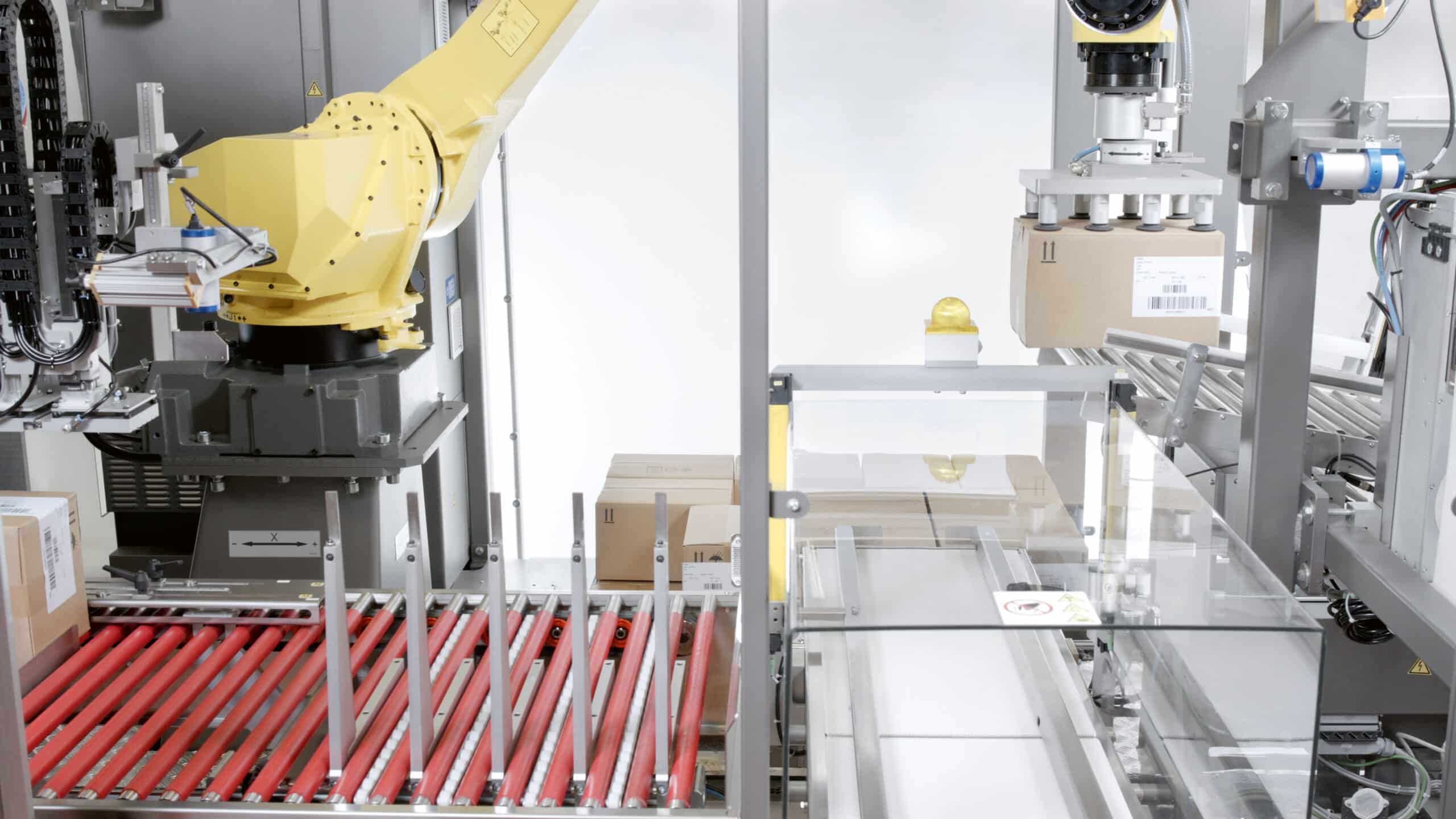
CPV15-RP2 opens a new chapter in China’s End-of-Line Automation
The IMA CPV15-RP2 integrated case packer and palletizer has recently been selected for delivery to China, representing a milestone in the advancement of end-of-line automation within the local pharmaceutical manufacturing landscape. The system introduces a fully robotic, digitally connected, and compliance-ready solution, reflecting the growing demand for technologies that combine compact design, digital integration, and strict regulatory adherence—setting a new benchmark for pharmaceutical packaging.
In addition to its core features, the configuration also includes a dual labelling system: a corner label dedicated to aggregation and a side label for MES identification. Furthermore, Track & Trace management will be carried out in collaboration with ACCTRUE, a leading vision systems supplier in China, ensuring smooth integration and strong regulatory compliance.


Strategic Priorities Behind the Adoption
To meet the evolving demands of modern pharmaceutical production, three strategic objectives drove the decision to introduce the CPV15-RP2:
- Compact yet Flexible Operation
The system integrates both case packing and palletizing in a small footprint—optimized for easy access and maintenance. - Ready for a Digital Future
Designed for Industry 4.0, it supports OPC/UA, virtualization for remote Factory Acceptance Testing (FAT), and seamless integration with MES/ERP systems, enabling real-time data flows.
Robust Compliance & Safety
With features such as 21 CFR Part 11 audit trails, CE certification, ergonomic design, and a Dual Check Safety (DCS) robot, the solution adheres to stringent pharmaceutical standards.


Distinctive Advantages of the CPV15-RP2 System
A rigorous evaluation highlighted several key strengths that set the CPV15-RP2 apart:
- Precision with Minimal Intervention
The servo-driven case loading, precise collation, and automated tape sealing ensure impeccable packing quality with limited operator interaction. - Integrated, Safe Palletizing
The FANUC robotic palletizer, complete with pallet exchange and safety interlocks, enables fast, flexible handling of multiple carton formats. - Digital-First Architecture
Remote Service Assistance (RSA), data collection, and virtualization capabilities help streamline operations and minimize unplanned downtime. - Configurable and Scalable
Tailored stacking logic and multi-format handling support different production scenarios—from clinical-scale runs to full-scale manufacturing.
Why This Matters for China’s Pharma Sector
- Local Innovation, Global Standards
This marks the first deployment of fully integrated, robotic end-of-line automation of its kind in China’s pharmaceutical production, aligning local operations with global benchmarks. - Enhanced Productivity & Safety
Capable of achieving up to 8 case-packs per minute with stable handling, the system boosts throughput while maintaining operator safety and regulatory compliance. - Built for Tomorrow
Supported by virtualization and remote diagnostics, the solution is both future-ready and adaptable as production environments evolve. - Operational Ease
With multilingual HMI and documentation—available in Chinese—the system is accessible and intuitive for local operators and engineers.
This pioneering introduction of the CPV15-RP2 in China reflects a leap toward integrated, automated, and intelligent end-of-line manufacturing. It merges high efficiency, compliance safeguards, and digital readiness in one compact, operator-friendly platform—perfectly poised for the future of pharmaceutical packaging.