Personal & Home Carekeyboard_arrow_rightLAB diary. Today a special salt tableting at our client’s site.
menu

Today, I am not working from the lab, since I am going visiting a customer who bought a PREXIMA 800 to increase their production of salt tablets.
I like my job, it is always different. Today, I am not working from the lab, since I am going visiting a customer who bought a PREXIMA 800 to increase their production of salt tablets. They have just installed the machine and asked for a technologist to help them in reaching the highest possible output. Here I am!
To accomplish this goal, a good step forward was done restyling the salt tablet shape. The customer was used to produce salt tablets with cylindrical shape: 25 mm diameter, 16 mm height, 14 gr weight.
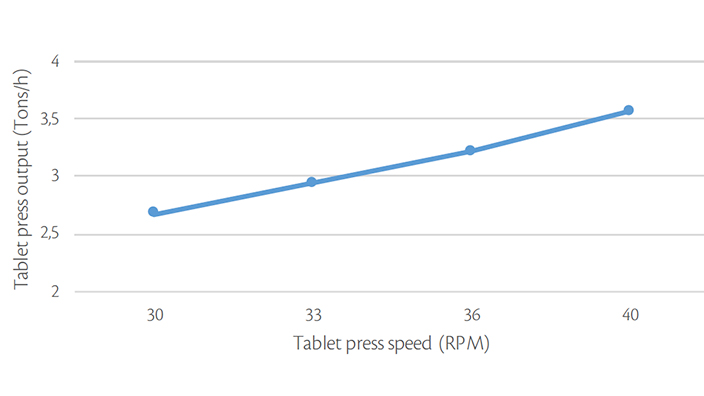
Our R&D Department proposed to increase the diameter of a few millimeters. Maintaining the same weight, the customer would have produced thinner salt tablets. Reducing the contact surface between salt and die wall, less extraction force is needed, which means less stress and thus a faster machine. Despite being skeptical at the beginning, it would have meant a change, the customer agreed in trying this new shape. They have seen the benefit already: the machine reached an output of 2.6 T/hour.
Now it is my turn. I will play with machine parameters to take out the best from our PREXIMA 800.
I park the car and enter through the front door. The customer is there to welcome me. He takes me to the workshop, where I immediately see our PREXIMA 800 among other tablet presses.
They are all running in a sort of white cloud: the amount of salt powder here around is incredible. It is very aggressive and abrasive, resulting in quickly worn parts which have to be frequently replaced. Nevertheless, our PREXIMA is designed to be different. I ask the customer to stop the machine, I open the door and remove one of the white cover: no sign of powder having entered the mechanical area. Covers, seals, bellows: you are all doing great!
I will not have a look into the lower basement. I am sure there are no salt particles there: the slight overpressure avoids powder from entering this area were the main motors and the lubrication system are. Besides, this area needs to be opened only for maintenance, which is not the reason of my visit; therefore, let’s stay focused on my goal.
I notice the feeding system on the machine: it is huge! Apart from loading salt powder, it pre-heats it to reduce the humidity. I have no doubt it will make sure the machine will have enough product to process, when we will run faster.
I ask the customer which is the maximum speed they have reached so far. He says 30 RPM as turret speed is what they can afford with the old machines. Since it is brand new, they do not feel so confident in speeding up with PREXIMA. In the past, they did all possible fine-tuning on other machines to find the better possible performance, but some experiments resulted sadly in crashes: once the dies got extracted together with the tablets and the second time the ejection cam broke.
I know this cannot happen with PREXIMA, because it features smart technical solutions in which I trust. I show the customer, that the dies have a lower collar that prevent them from moving from their position within the die plate. Then, I reassure the ejection cam is kept lubricated by the automatic lubrication system; therefore, an operator does not have to worry about this during the process.
The customer sets the turret speed at 30 RPM and starts the machine. Then, he makes a step backwards. I am now in front of the HMI and start playing: 33 RPM, 36 RPM.
The sound that the machine makes is enough for me to understand that everything runs smoothly. I take a look at the compression force: 50 kN is more than fine, since minimize rollers and tooling wearing. Great!
Now the customer is excited and would like to try more. Without saying a word, I simply smile and nod approvingly. He sets 40 RPM. PREXIMA keeps running, but some tablets are now losing their cap. Capping! I know you. While the customer seems discouraged, I reduce upper punch penetration at precompression. 1.50 mm seems exactly the right value to set: not only it allows a complete air exhausting from the salt powder before final compression, preventing capping, but it also limits friction of the salt tablet on the die wall, making for a shorter tablet route during ejection. Salt tablets start coming out in perfect shape again.
However, the customer is still worried. He tells me that with the other machines he is using, he experiences frequent stoppages or other issues (like capping). He sees that now PREXIMA is running fine, but he believes that a lower speed would make for a more consistent and uninterrupted process.
I think this might not be necessary, so I propose to wait an hour and see what happens. I am not surprised to see that.. nothing happens.
The machine is running unhindered. This is also thanks to the self-adjustment, which keeps under control the process parameters: a constant weight, even if not particularly interesting for the specific application, is the first premise for a reliable process, maximizing equipment efficiency and productivity.
Well, I did not want to move from 40 RPM and I succeeded. I am satisfied with the result obtained. But, where is the customer? He is writing down numbers on a piece of paper keeping an eye on a couple of old tablet presses. I guess he is calculating the production potential of PREXIMA at this speed, being aware of the saving in ownership costs he can benefits with it, when he call his colleagues and says: “We need to replace them with a second PREXIMA!”
Mission accomplished!

Federica Giatti
Compression Technologist at IMA Active Process Development R&D Laboratory
