Personal & Home Carekeyboard_arrow_rightSolid cosmetic tableting: industrialization from a formulation and process point of view
menu

Nowadays effective skincare treatments have been reinterpreted thanks to new cosmetic formulations and production technologies, with the utmost respect for the environment and the planet.
Nowadays effective skincare treatments have been reinterpreted thanks to new cosmetic formulations and production technologies, with a different sensoriality, functionality, performance, handiness and simplicity have been reinterpreted thanks to new cosmetic formulations and production technologies, with the utmost respect for the environment and the planet; this “Beauty World’s stream of consciousness” finds its greatest expression in Solid Cosmetic.
Solid cosmetics is also called “condensed” or “naked beauty” and it embodies the answer to a few specific marketing trends such as “clean beauty”, “zero waste”, “covid-proof”, “innovative sensoriality” and “nomadism”. Nowadays the products available on the market that match these characteristics are well identified as bars, sticks, powders and freeze-dried tablets: this form of cosmetic application allows you to create water-free/waterless formulations, to reduce the concentration of preservatives and to avoid packaging waste and transportation; all these aspects meet the growing need for sustainability.
Despite all the benefits, unfortunately, these innovative solid applications may lack in sensoriality, hygiene, handiness, and they cannot match the typical texture associated with a traditional liquid skincare product. The cooperation between IMA and OPAC allowed these big challenges to be figured out, enabling an increase in productivity and a means to implement the manufacturing process according to Industry 4.0. This win-win partnership was successful for the industrialization of skincare cosmetic tablets.
OPAC beauty pills, through a patent pending technology, develop an unexpected gel-cream texture in less than 30 seconds upon contact with a few drops of water, creating the right amount of product for single-time use.
The scope of the study was to identify a pool of raw materials suitable for direct compression; the tablets obtained through this manufacturing process had to create a cosmetic texture in 30” when in contact with water; in particular, the focus was the development and industrialization of a bronzer application. Combining raw materials belonging to nutraceutical/pharmaceutical and cosmetic applications a few pecific clusters of substances were well identified (Table 1).
| Cluster of rms | Function | % Range |
| Modified starches | Instant gel former/Swelling agent | 80-90 |
| Cellulose | Filler/Binder | 7-15 |
| Modified cellulose | Super disintegrant | 5-10 |
| Fragrance | Parfum | 0.1-1.0 |
| Pearls | Decorative | 1-5 |
| Lubricant | Lubricant | 0.1-1.0 |
Table 1: quali-quantitative bronzer formulation.
Afterwards, the compound was mixed and preliminarily pressed using a hydraulic single-punch tablet press to verify processability. Secondly, the process was transferred to industrial equipment by mixing each compound on a tumble blender (Cyclops Lab, IMA, Italy) and tableting on a rotary tablet press (Prexima 80, IMA, Italy).
In detail, concerning the blending, by means of the geometric dilution method, each compound except the lubricant was mixed for 15 minutes at 20 rpm. Lubricant was added at the end of the blending and mixed for 3 minutes at 20 rpm. Before starting compression trials, the final blend was characterized in terms of flowability (Carr Index), particle size distribution (PSD) and water content (LOD).
The Carr Index (CI) evaluates the flow type of the blend by considering its bulk and tapped density (Equation 1).
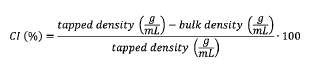
Bulk density is defined as the mass of the many particles of the material divided by the total volume they occupy; the tapped density is the ratio of the mass of the powder to the volume occupied by the powder after it has been tapped for a defined period of time.
PSD is calculated using sieves methods by allowing 100 g of powder to pass through a series of sieves of progressively smaller mesh size and weighing the amount of the powder that is stopped by each sieve as a fraction of the whole mass after a shaking action lasting 5 minutes.
Water content can be determined by measuring loss on drying (LOD): LOD is a percentage obtained through thermogravimetric analysis where the sample is heated until the weight loss is constant.
Prexima 80 was set up with a pilot-batch configuration: it featured a mixed turret hosting both 4 Euro-D and 4 Euro-B punch stations. The flexibility of this turret made it possible to study the influence of the punch type installed on the tablet press. During trials, Ø 7.4 mm Euro-B round punches were chosen with standard configuration in terms of feeder and paddle geometry.
In a first step, during speed-up of the rotary tablet press, the most critical process parameters were kept steady, the aim being to manufacture tablets with the lowest weight fluctuation (relative standard deviation on single weight <5%), hard enough to be handled (acceptable tablet strength) and with a proper disaggregation time when placed in contact with water (30”).
To achieve the goal, three different tablet press speeds (15, 50 and 60 rpm) were investigated. At 60 rpm, tableting process parameters were optimized to improve tablet quality.
The defined blend of powders was characterized in terms of flowability (Carr Index), PSD and water content. CI was 28% meaning that the blend was characterized by a very poor flowability and the water content was 6.79%; PSD had a bimodal trend with a high percentage of fine particle size (Figure 1).

Figure 1: particle size distribution bronze blend trend.
Three different tablet press speeds (15, 50 and 60 rpm) were investigated. Most important tableting process parameters are reported in Table 2: at 60 rpm (test 4, trial 3) slightly higher pre-compression and main compression forces were needed in order to obtain the same quality tablets.
| Tablet press process parameters | MU | Values | |||
| Test | 1 | 1 | 2 | 3 | 4 |
| Paddle speed | rpm | 15 | 15 | 15 | 15 |
| Pre-compression force | kN | 2.7 | 2.7 | 2.7 | 3.2 |
| Deviation | % | 2.1 | 1.2 | 2.2 | 2 |
| Compression force | kN | 14 | 13.9 | 13.3 | 17.2 |
| Deviation | % | 2.9 | 2.9 | 3.3 | 2.4 |
| Turret speed | rpm | 15 | 50 | 60 | 60 |
| Production speed | tph | 3,600 | 12,000 | 14,400 | 14,400 |
Table 2: tablet press process parameters.
During each trial, the weight and the strength of the tablets were monitored (Figure 2, Figure 3).
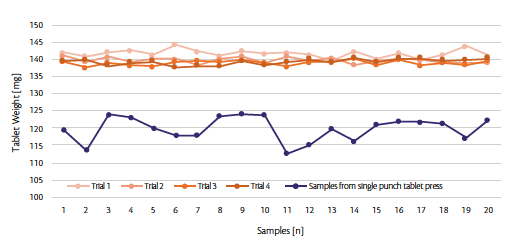
Figure 2: all-in single tablet weight measured.
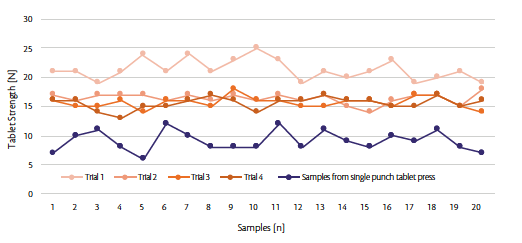
Figure 3: all-in single tablet strength measured.
Figure 2 and Figure 3 show a very low variation of the tablet weight and strength over time compared to the first sample produced during preliminary trials (blue line).
As expected, as tablet press speed increases, hardness decreases according to the reduced contact time between the flat punch head and compression rolls. However, results (orange lines) are accentuated compared to preliminary trials (blue line).
To substantiate this statement of process stability, weight, thickness and hardness relative standard deviations were investigated (Table 3); preliminary results obtained by a single-punch tablet press were compared with the industrial scale-up.
Results clearly demonstrate the degree of process optimization achieved using Prexima 80.
| Parameters | RSD (%) |
||||
| Preliminary samples |
Trial 1 | Trial 2 | Trial 3 | Trial 3A | |
| Weight | 2.88 | 0.79 | 0.58 | 0.54 | 0.61 |
| Thickness | 2.52 | 0.50 | 0.89 | 0.80 | 0.74 |
| Hardness | 18.65 | 8.28 | 5.59 | 6.15 | 6.58 |
Table 3: tablet features RSD comparison.
Prexima 80 is able to manufacture cosmetic tablets which create an unexpected gel-cream texture in less than 30 seconds upon contact with a few drops of water, creating the right amount of product for single-time use; the weight, thickness and hardness stabilities were improved compared to the single-punch tablet press; moreover, productivity increased four times.
References
[1] https://natrue.org/water-in-cosmetics-a-dive-into-water-free-beauty/
[2] Webb B., Will solid beauty go mainstream?, “Vogue Business”, July 22, 2021.
[3] https://ima.it/it/ima-digital/


