menu

Personal & Home Care Website
Choose the market
blur_on
Today, one more challenge here at the Lab.
Effervescent cleaning at the Lab!
LAB diary. Effervescent cleaning at the Lab!
Today’s challenge will bring me in the world of personal care, with an effervescent tablet for cleaning and disinfection of dental prosthesis. I’ve compressed pharmaceutical effervescent tablets in the past, and I know they can be tricky, but I never faced before such a big effervescent tablet as today: it’s a cylindrical, biplane tablet, 30 mm diameter by 5 mm in height and with a weight of 3 gr. It sounds like challenging task, but my PREXIMA and me are ready to take up the mission!
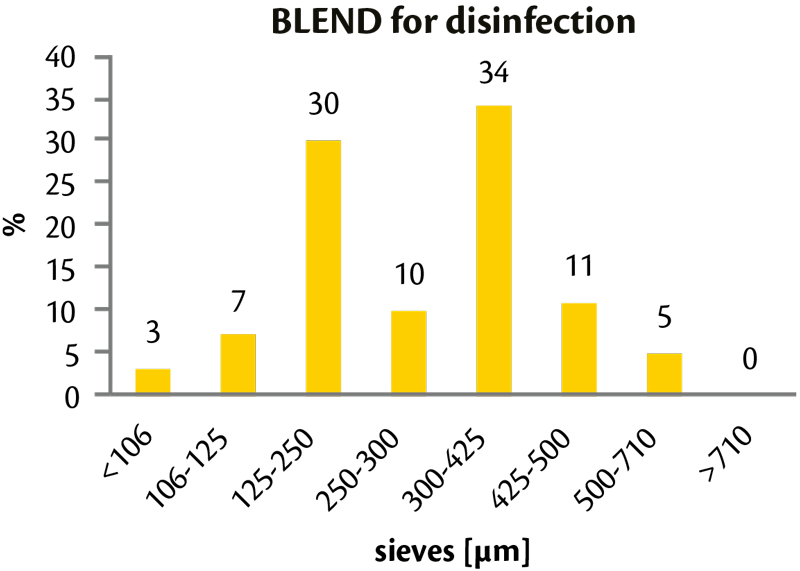
As always, before starting playing I have some homework to do: powder characterization. Particle size distribution turns out to be concentrated on 2 main granulometries, while flowability is quite good, with an Index Carr of 14.
And this is very good news, when you have to feed as much as 3 gr of product at high speed.
Then, let’s have a look at the humidity content. Effervescent powders are always characterized by a very low water content and this blend today makes no difference: 0.3% LOD. I feel the real challenge today will be to make the bonds between the particles to take place: luckily I have PREXIMA high compression on my weapon list.
The target is to achieve a tablet hardness of 50N, and with a disintegration time of less than 5 minutes. And to reach the highest possible speed, it goes without saying!
Homework done, I can feed the powder to the press and start the fun.
My first task is to optimize powder feeding: to achieve a good, constant and stable weight is always the best way to have a consistent process with high ouput. I try some different paddles profiles: from flat faced to off-set rods to plain round. There are no significant differences from the point of view of compression force standard deviation.
As I expected, good flowability allows for smooth product feeding. I decide to keep the round shape profile since it tends to compact less the powder within the feeder and fills properly the dies.
Feeding settled, I have to fine tune compression, harder work in order to achieve the best tablet quality. In this case, tablet lamination keeps showing when I try to increase the speed: what should I do? I need to work in order to reduce air entrapment, keeping always in mind that low water content increases the need to use high compression force to make a consistent tablet.
My first move is to reduce punch penetration from 2.0 to 1.5 mm in pre – and main compression. This has proven to be the most efficient way to reduce the lamination, by facilitating air ejection.
Then I start changing pre-compression force: the lamination gets worse as I increase it, so I understand immediately that I have another problem, sticking tendency of the blend. The best results are achieved by keeping pre-compression at 20-25% of compression force value. Probably a high force in precompression causes particles breaking, without removing properly the air: it is better to apply a more gentle compaction in pre-compression and a stronger stroke in compression.
This setting even facilitates air ejection from the powder bed, avoiding lamination and keeping the particles together in the correct way. Thanks to PREXIMA robust structure, I can apply the required 85 kN in final compression, in a stable and reproducible way.
With the new compression settings, lamination seems to be solved and I think I am getting to the result… but as I start increasing the speed, a new problem starts to appear as I am getting to the speed of 1,000 tablet/minute: some tablets are damaged as they are taken out from the die.
Dwell time and sticking product behavior are definitely guilty of lamination! As the aim is to achieve high output, the only solution is to work on stickiness tendency.
The customer proposes to add some more lubricant to the blend, but I fear this might affect the compressibility we achieved so far also decreasing tablet hardness and compromising the dissolution in water of the tablet. Furthermore, lubricant are usually insoluble in water and appear as whitish spot in the glass, not so appreciated by consumers. So I make a counter proposal: why don’t we apply the lubricant only outside the tablet? Our LUMS system for external die lubrication will make the job: improved lubricant efficiency and, with a minumum amount of material, reduced friction and sticking to metal surface and stable quality of the tablet, never forgetting the user compliance! We fit the unit and we start again, reaching the maximum speed of 1,350 tablets/minute.
Customer is happy and so am I, even if exhausted. It has been a tough day, but mission is accomplished!

Federica Giatti
Compression Technologist at IMA Active Process Development R&D Laboratory
PREXIMA 300
