menu

Personal & Home Care Website
Choose the market
blur_on
Today dishwashing tabs challenge our LAB.
I am ready to transform detergent powder into dishwashing tabs, are you?
LAB diary. Today dishwashing tabs challenge our LAB.
I am ready to transform detergent powder into dishwashing tabs, are you?
Having seen our webinar on salty compression, a customer contacted us asking to test their newly developed detergent formulation on our PREXIMA. The existing equipment capability is completely dedicated to the production and they need external support for their research as well as to produce a couple of tons of tabs for their internal testing.
Here we are! The request was for testing a bilayer tablet, but our bilayer kit has been just sold to a customer that needed a quick delivery and the new one, which is in production, will be available only next month, when we already have scheduled tests with other customers. We discussed the possible timing with the customer and we decided to carry out a preliminary run with the monolayer configuration: this will give us a clear indication about product workability. The customer will use this to determine whether it is necessary to do any changes to the formulation, while we can use this experience to make the best out of the final test with the bilayer tablets. We planned the test for this week. Unfortunately, the customer had to cancel his trip due to newly approved Covid-19 travelling restrictions among countries. Adapting to the “new normal”, we agreed to proceed anyhow: I will video call him as soon as the machine is set up and ready to run. How could we do it without technology?
The PREXIMA 800T is waiting for me in the workshop. It is equipped with punches for the manufacturing of round tablet, diam. 35 mm. To select the right die feeder to use, I quickly characterize the powder. It has large particle size and excellent flowability, with an index Carr of 5, although it is hygroscopic and this might affect also flowability in the long term. For this reason, also considering that our tab target weight is 19 gr, I decide to use our WPDF die feeder. Originally developed for wet products, it is designed to prevent powder from bridging along the way, ensuring high efficiency feeding which is needed for such big tablets. The special paddles with round offset rods complete the kit. Everything is ready to start the test.
After having adjusted a few parameters on the HMI, based on my experience with similar product, I let PREXIMA produce the first tabs. It is time to call the customer. I guess he was looking forward to it, because he replies immediately. I turn on the camera of my tablet so that he can see the machine running.
I remember the first time I visited a detergent tabs manufacturer. I was impressed how they measure tablet hardness: either letting the tab falling on the ground from a height of about one meter, evaluating visually how it brakes, or pulling it between two hands, evaluating the force used to brake it. With my background as chemist, I need instrument to get the exact value, but I cannot imagine a better method today to bridge the physical gap between the customer and me.
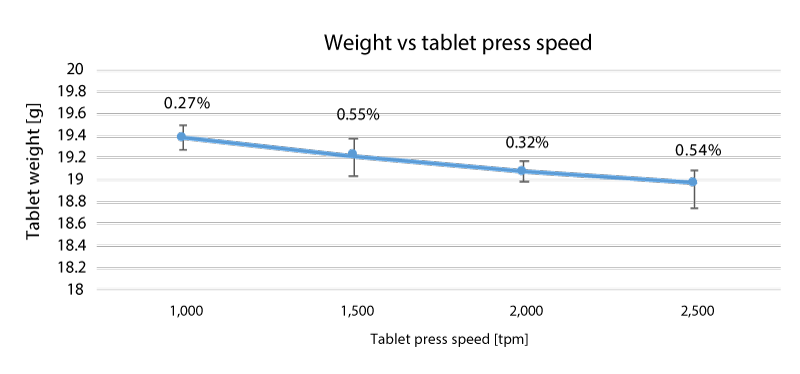
I let tabs falling in front of the tablet and the customer evaluate their hardness with his eyes. Following his suggestions, I adjust the machine parameters. Once we get tabs with the desired hardness, I measure one of them with my instrument and correlate this value to the compression forces set on the HMI. To obtain good quality tabs, I have the confirmation that main compression force needs to be set around 70 and 80 kN. Now the customer asks about the speed. We are currently running at 1,000 tab/min. I see that the process is stable and I decide to increase it a bit. I can easily reach 2,500 tab/min. And the tablet weight’s relative standard deviation is absolutely not bad: it remains in the range of 0.3-0.5%, which is less than what the customer expected.
I see the customer coming closer to the screen, with the head slightly bent on the left. He seems puzzled like if there is something he cannot really catch. Finally, he dares asking: “How PREXIMA can stay, apparently unmoving, while running at this speed, using such a compression force and achieving these results?”
Reading our brochure, where it is stated that the machine’s max compression force is 100kN, he would have bet that our machine would have not reached this kind of performance. It is simple. Years of experience in tableting made us understand that it is more important how you apply a force than how much force you apply. Therefore, we designed PREXIMA with a sturdy and compact compression structure, and with pre and main compression rollers with same large diam., i.e. 250 mm.
The combination of these two elements ensure a stable process, where the long dwell time allows a good compaction without the need for a high compression force. This brings along other two indirect advantages: less compression force means less wearing of the parts for a longer duration of the machine and a compact and smart compression structure can be housed into a smaller and lighter machine which can be installed everywhere. It is a pity that the customer is not here. He would have also appreciated that the machine does not transmit any vibration to the ground. I am extremely satisfied with the result: the formulation we have received revealed excellent workability on the press and needs no change from this standpoint. The customer will receive a couple of tons of tabs for their internal testing, while I am also taking a few tabs home to test in my washing machine.
We all feel ready and eager to carry out the final test with the bilayer configuration!

Federica Giatti
Compression Technologist at IMA Active Process Development R&D Laboratory
PREXIMA 800T