menu

IMA Group Sito Web
Scegli il mercato
blur_on
Ilapak Delta OF 360X – concetti di geometria variabile
Attualmente, sul mercato si possono trovare diversi tipi di materiali da imballaggio in carta termosaldabili che possono differire molto l’uno dall’altro in termini di composizione e lavorabilità su macchine HFFS:
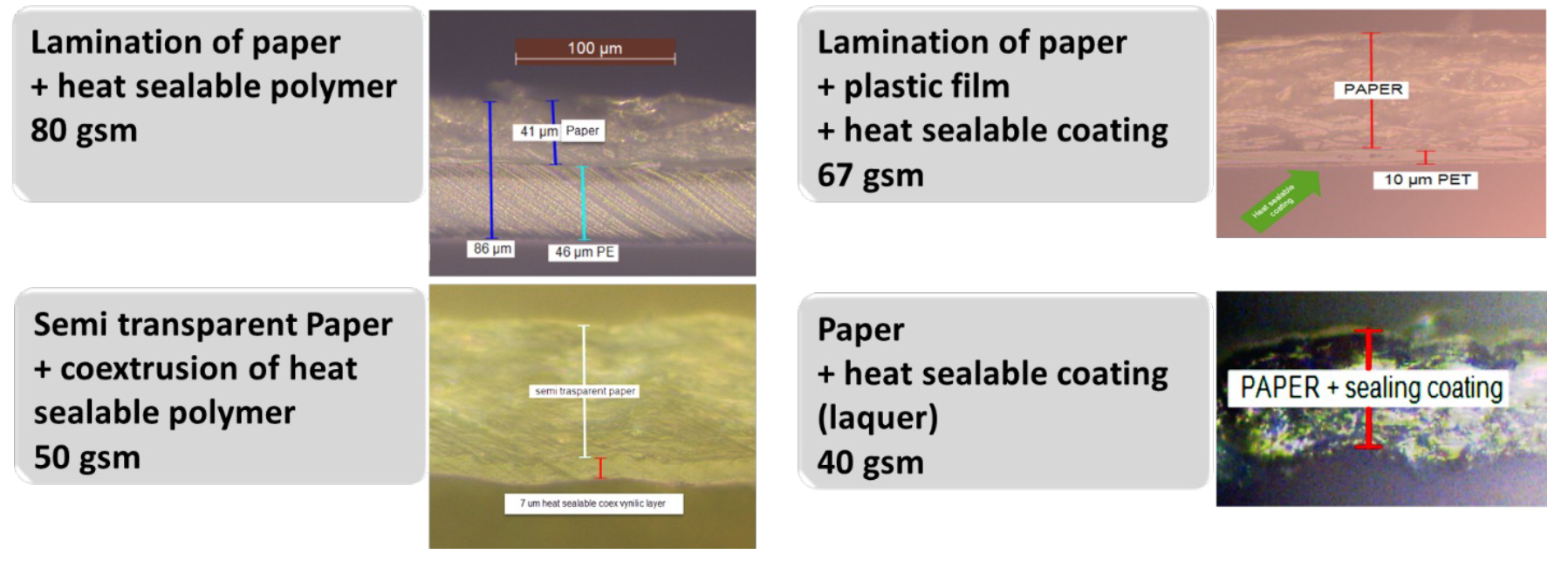
Alcuni di questi riescono ad essere lavorati facilmente (dal punto di vista dello svolgimento, della piega e della formatura) con una configurazione macchina standard.
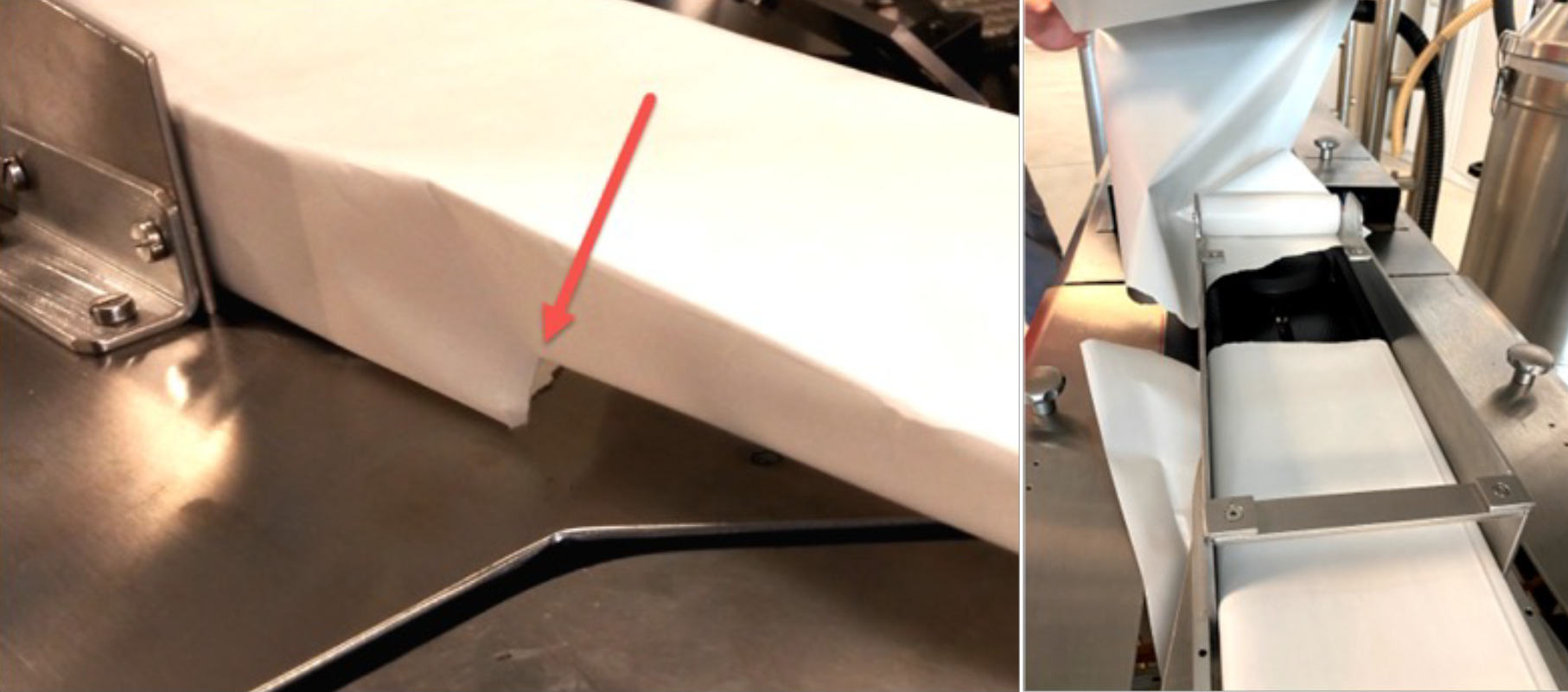
Molti altri mostrano grandi problemi durante la lavorazione e sono spesso soggetti a rotture durante le operazioni di formatura/svolgimento:
Gli studi di OPENLab sulle possibili cause:
- Coefficiente di attrito – COF – imballaggio/imballaggio o imballaggio/parti di macchine
- Proprietà meccaniche dell’imballaggio
- Superficie di contatto tra imballaggio e parti della macchina
- Geometria del convogliatore (formatore)
- Inclinazione dell’imballaggio in entrata nel convogliatore
- Posizione della prima coppia di rulli di traino rispetto al convogliatore
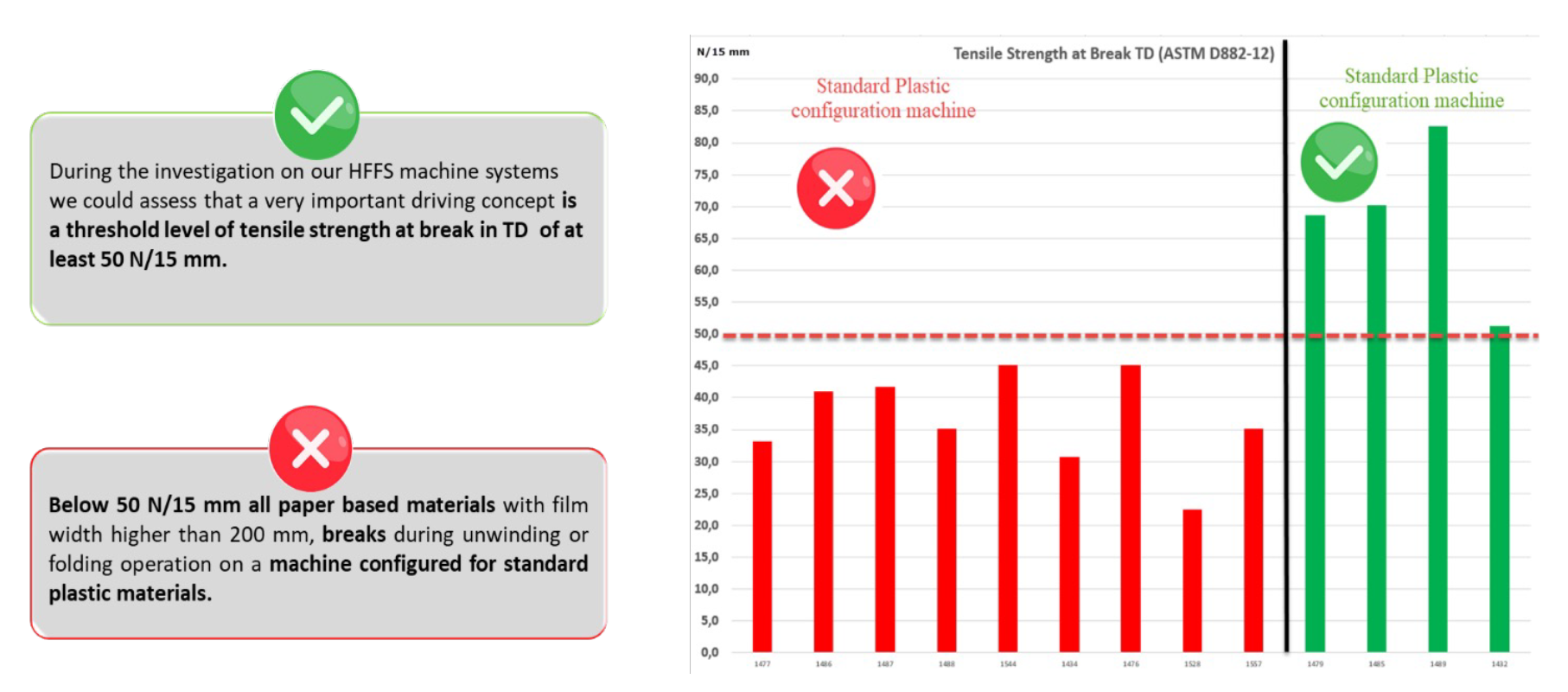
Risultato: proprietà meccaniche dell’imballaggio – Possibile correlazione con la resistenza alla trazione a rottura
Queste osservazioni, insieme al lavoro di squadra con l’Ufficio Tecnico Meccanico, hanno portato al brevetto riguardante il concetto di Geometria Variabile (regolazione dell’inclinazione di alimentazione del materiale da imballaggio e della posizione dei rulli di trazione, geometria speciale del convogliatore).
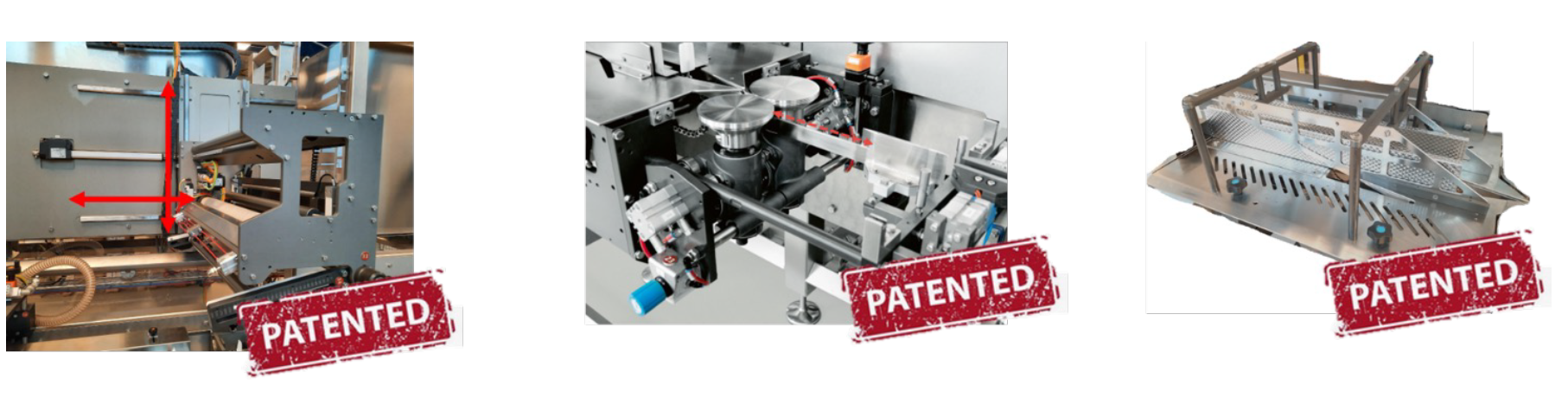
Tutti montati come moduli di Ilapak Delta OF 360X:

Other case Studies
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[firewall_cookie] =>
[minisite] => 244
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[copy_thread_to_other_site] =>
[not_listed] =>
[cover] => none
[content] => a) La pellicola interna è stata cambiata, mentre il corpo della capsula è rimasto lo stesso: le variazioni di comportamento durante il processo di saldatura non riuscivano ad essere spiegate fino a che le analisi di laboratorio hanno scoperto tale cambiamento.

Il confronto delle analisi termiche (DSC), spettroscopiche (FTIR) e stratigrafiche ha dato prova che i due materiali sono diversi, in virtù di un comportamento termico e uno spessore diversi -> Il cliente ha così la consapevolezza che i parametri di funzionamento della macchina dovranno cambiare.
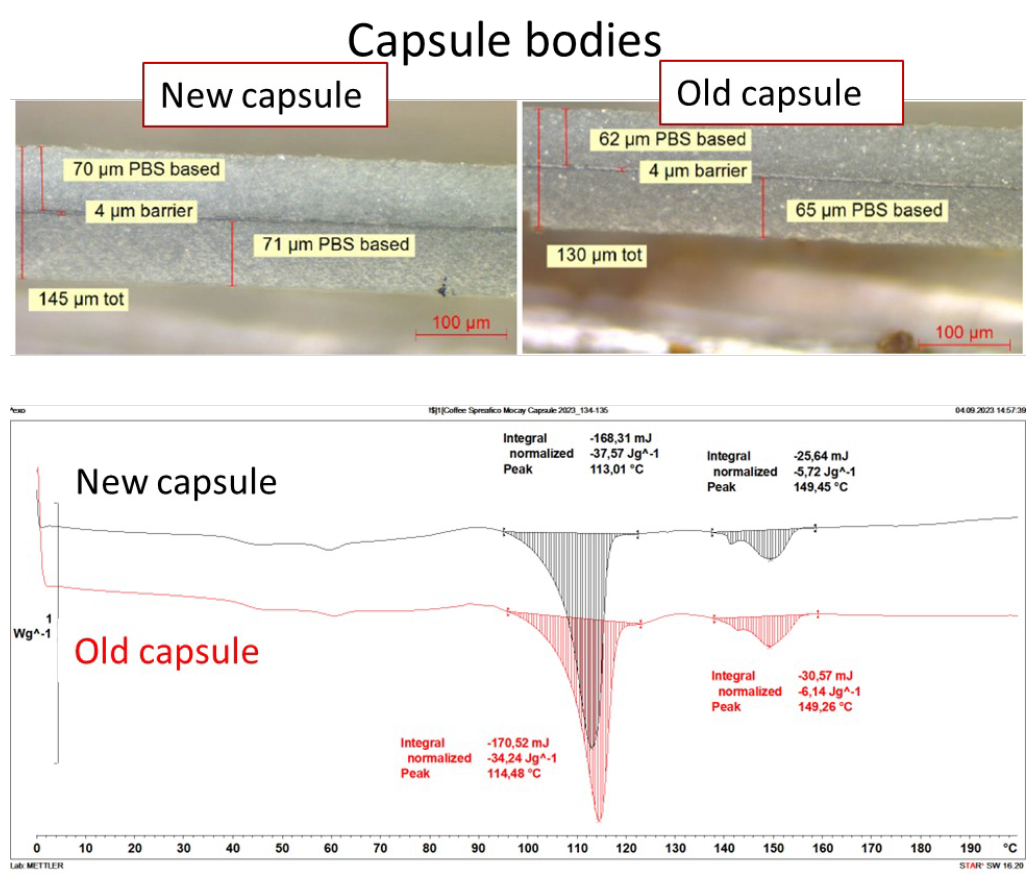
Le stesse tecniche hanno confermato che il corpo della capsula è rimasto invariato.
b) È emerso il problema da FAT (Test di accettazione in fabbrica) a SAT (Test di accettazioni dal cliente) di inserimento della guarnizione per capsule in PLA: l’analisi della composizione e della superficie hanno suggerito che il materiale può avere caratteristiche diverse che influenzano i fenomeni di attrito.
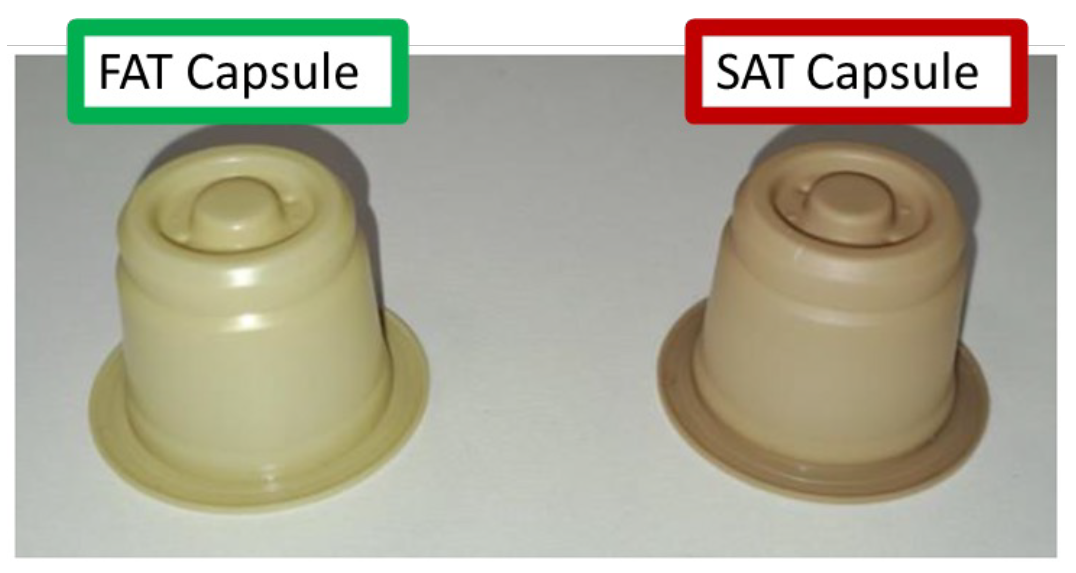
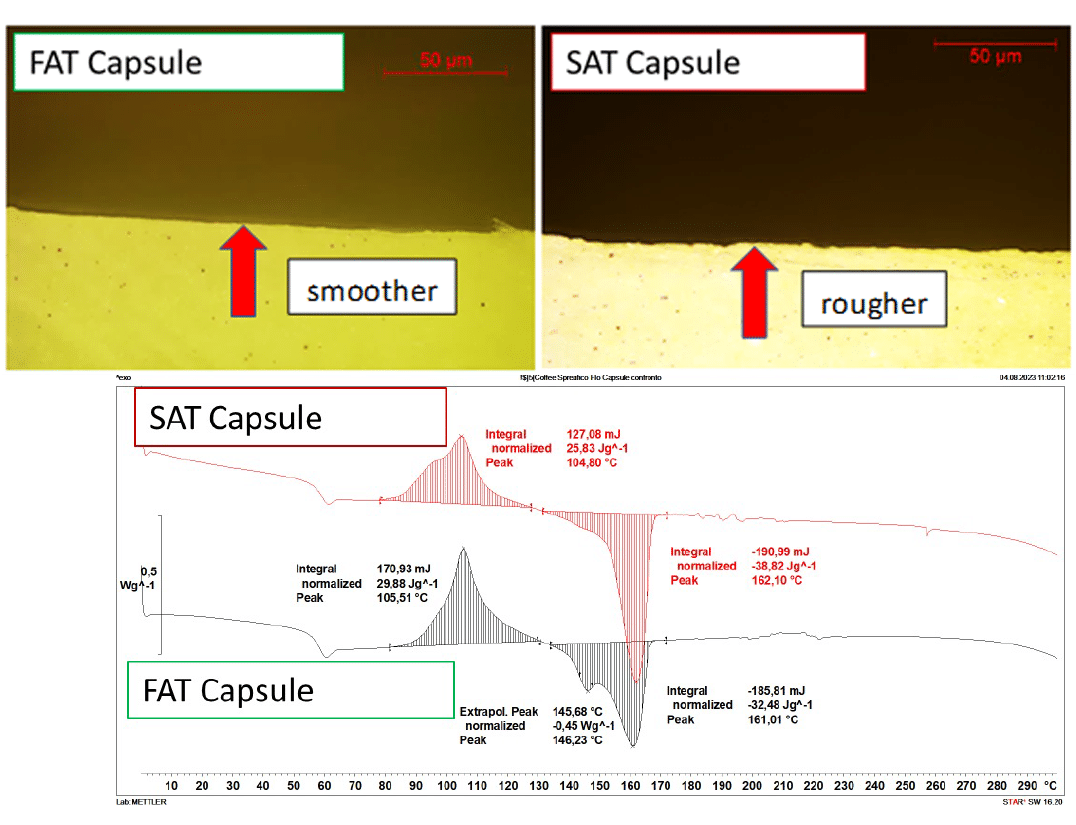
È stata misurata la rugosità su entrambe le capsule rilevando una apprezzabile differenza, e sono state effettuate inoltre un’osservazione al microscopio (vedi frecce rosse nelle immagini qui sopra) e l’analisi termica DSC: questi dati hanno suggerito che la composizione del materiale del corpo della capsula potrebbe essere cambiata (la capsula SAT sembrava essere più ruvida), quindi forse la guarnizione aveva maggiori difficoltà a scorrere in posizione.
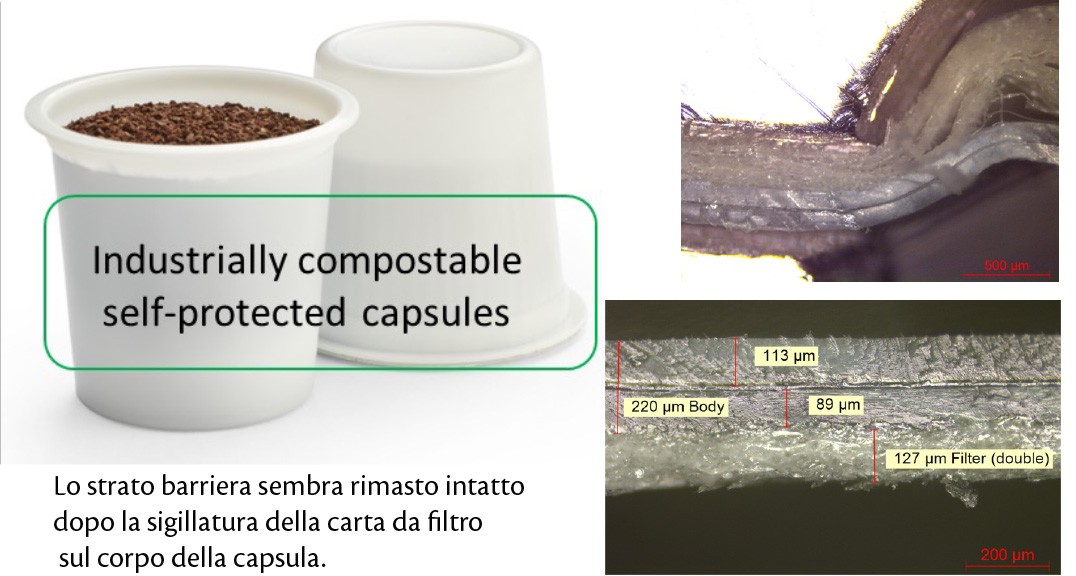
c) Capsule compostabili autoprotette in stile nordamericano: valutazione dell’integrità dello strato di barriera dopo la saldatura.
[sidebar_on] => 1
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Get in touch
[content] => For any further information,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contact us
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
[sidebar] => Array
(
[widgets] => Array
(
[0] => Array
(
[acf_fc_layout] => text
[title] => Get in touch
[content] => For any further information,
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => private
[button_id] =>
[button_class] =>
[text] => Contact us
[icon] => mail
[form_email] => openlab@ima.it
[type] => contact
[private_product] =>
[private_exhibition] =>
[form_type] => contact
[form_id] =>
)
)
)
)
)
[label] =>
[rel_market] => Array
(
[0] => 10
)
[view_correlate] => 1
[main_title] => Other Case Studies
[stripe_view] => all
[type] => openlabCase
[count] =>
[terms] =>
[stream_thread] => Array
(
[main_title] => Other Case Studies
[stripe_view] => all
[type] => openlabCase
[threads] => Array
(
)
[count] =>
[terms] =>
)
[stream_bt] => Array
(
[buttons_on] => 1
[view_default] =>
[buttons_items] => Array
(
[0] => Array
(
[acf_fc_layout] => link
[button_id] =>
[button_class] =>
[text] => Discover other case studies
[icon] => list
[internal_link] =>
[link] =>
[link_page] =>
[tab] =>
)
)
)
)
Coffee
Capsule compostabili per il caffè
Array
(
[in_evidence] =>
[thread_type] => case
[body_class] =>
[no_index] =>
[no_follow] =>
[seo_image] =>
[seo_title] =>
[seo_description] =>
[firewall_close] =>
[firewall_cookie] =>
[minisite] => 244
[hide_minisite_header] =>
[minisite_cover] =>
[minisite_link] =>
[copy_thread_to_other_site] =>
[not_listed] =>
[cover] => none
[content] => Stratigrafia @20x.
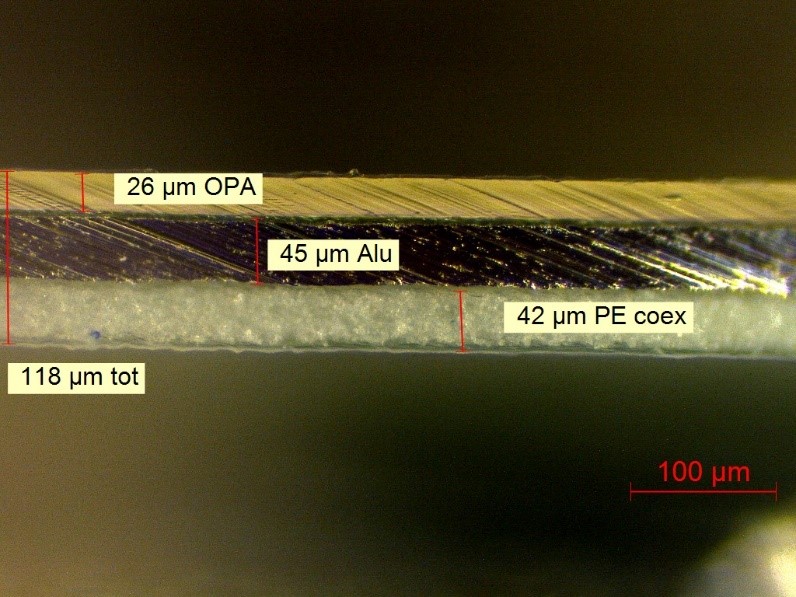 |
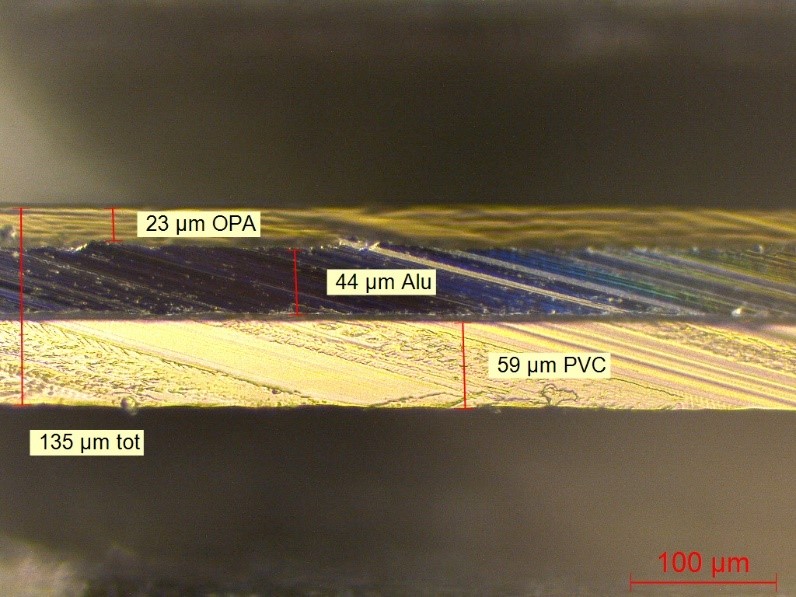 |
Spessori totali e dei singoli strati del materiale a base PE (sinistra) e base PVC (destra).
Analisi DSC
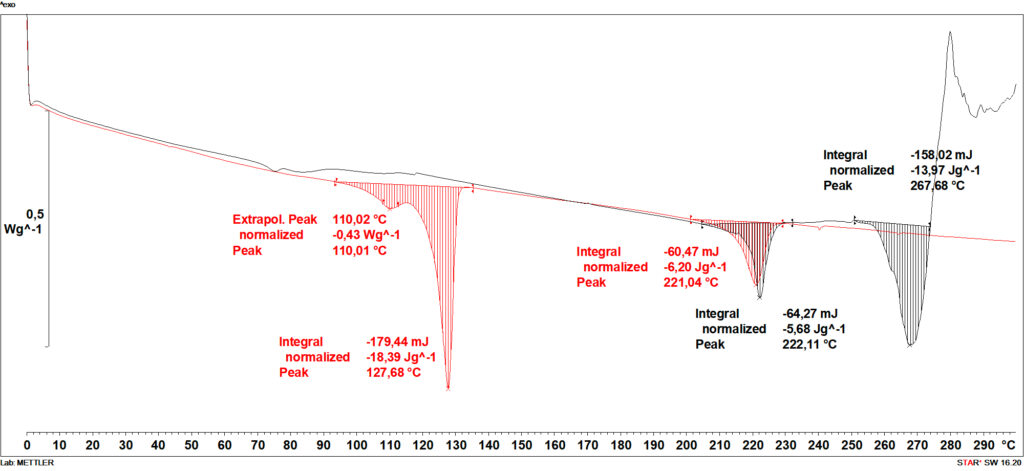
Picchi di fusione dei diversi strati (LDPE-HDPE@110-128 °C, PA@221-222 °C, PVC@268°C), utili a definire le condizioni di saldabilità e le tipologie di polimero.
Prove di trazione
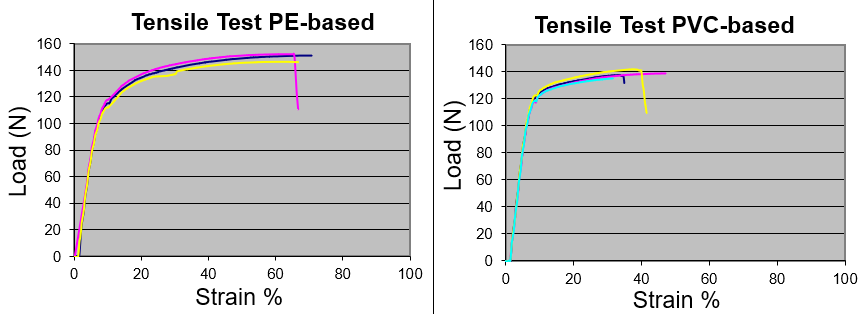
Comportamento meccanico in trazione: il campione a base PE sembra più “morbido” (meno rigido, con maggiore allungamento a rottura) del campione PVC. Questo può significare una differente risposta meccanica in fase di formatura.
Conclusioni
Quando un nuovo materiale sta venendo testato in macchina, comportamenti differenti dai materiali classici potrebbero essere spiegati dall’analisi in laboratorio dal punto di vista chimico-fisico e meccanico. Alcuni risultati hanno la potenzialità di dare suggerimenti sulle contromisure da adottare per processare in modo efficiente questi nuovi materiali.
[sidebar_on] => [label] => [rel_market] => Array ( [0] => 2 ) [view_correlate] => )
Pharma
Caratterizzazione di materiali formabili PVC-free per blister a confronto con materiali classici: un passo verso un packaging farmaceutico più verde.