Food & Dairykeyboard_arrow_rightLAB diary. One of the top leading manufacturer of soup cubes has sent us his most difficult product to challenge our tableting and wrapping line.
menu

One of the top leading manufacturer of soup cubes has sent us his most difficult product to challenge our tableting and wrapping line.
One of the top leading manufacturer of soup cubes has sent us his most difficult product, to challenge our tableting and wrapping line formed by Prexima 800T press and I20 wrapper. We have to manufacture a tablet shaped soup cube, and check what is the maximum speed that we can reach. It’s a chicken based powder: this is little surprise, difficult products are often chicken based.
Before starting the test, I accomplish a quick powder characterization: this can help in predicting which criticalities we are most probably going to meet on the machine, anticipating possible adjustments of machine working parameters and shortening set-up times. This is essential when dealing with a machine that can reach 2,000 tablets/minute, consuming 120 kg of powder each hour!
First, I measure the bulk and tapped density, to calculate the Carr Index and determine powder flowability.
Sometimes chicken based powders are poorly flowing and constant feeding of the die is possible only at an extremely reduced machine speed. But this should not be the case today: the Carr Index is 17,5, corresponding to a fair flowability: with the new die feeder, especially designed to handle wet products like bouillon powder, I don’t expect feeding problems.
Before starting, there is only one more thing to do: recalculate target weight. Customer requires for a 10 gr tablet, with thickness between 9.1 and 9.6 mm, but the compression tooling we have on the machine is a slightly bigger size, so we have to decide whether to make a thinner tablet or increase target weight, in order to keep the same tablet density/hardness.
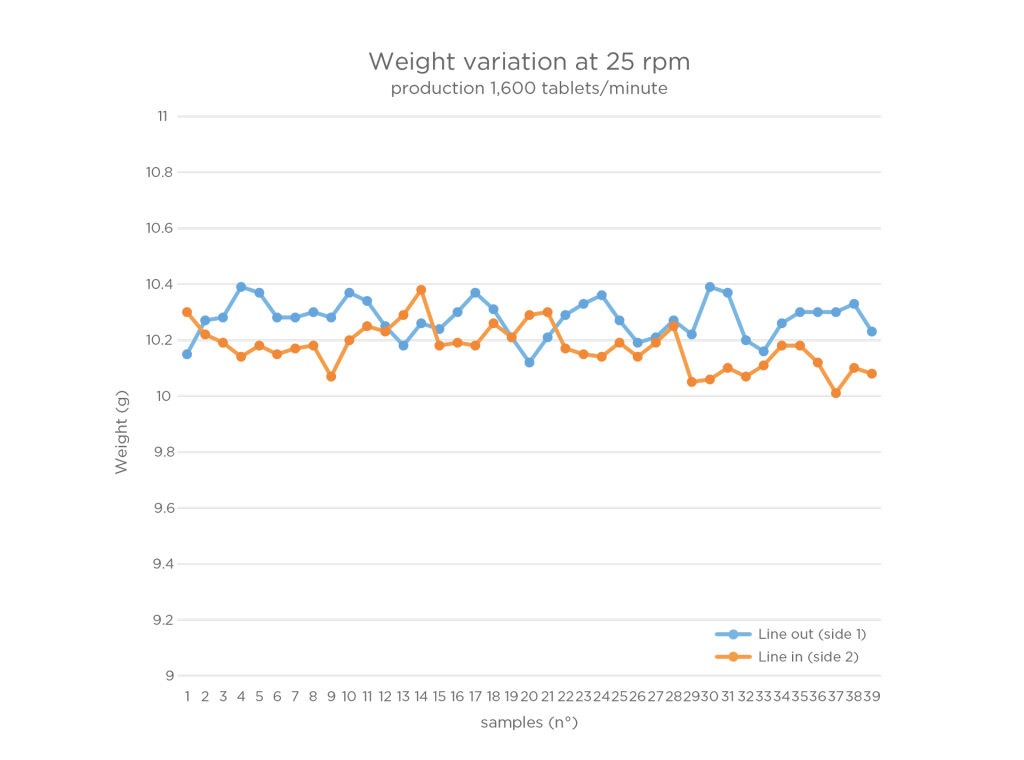
I discuss it briefly with my Corazza collague, in charge for the wrapping machine, and we agree to increase tablet weight to 10.3 gr, so that to keep thickness in line with the target, as this might be a crucial parameter for testing the subsequent wrapping performance on the I20. All checks and calculations done, we are ready to go: we start at a speed of 1,600 tablets/ minute, and quite surprisingly tablets are almost perfect after few minutes. The product is quite wet (don’t forget to check also LOD!), and therefore a good hardness can be reached already at the low compression force of about 5 kN.
I take 78 samples to make a tablet characterization and my feeling about good die feeding is confirmed by numbers: Relative Standard Deviation on weight is below 1% (graph attached).
So easy? Where is the challenge? Wasn’t it a difficult product?
Almost disappointed, I increase the speed to the maximum output of 2,000 tablets/minute. And this is where product criticality finally appear, as tablet lamination starts to occur on almost every tablet. At the highest speed, dwell time is not enough to allow air escape during compression, and the air trapped in the central part of the tablet makes it to split horizontally in two halves.
I start then to play with machine parameters, in order to find the best performance in terms of speed and tablet quality. I decrease the speed at 1,800 tablets/minute to have an immediate increase of dwell time, then I start to act on pre-compression and main compression forces.
My first trial is to avoid precompression, working with just one big stroke at main compression, but lamination becomes even worse. Then I try the opposite, increasing the precompression nearly at the same level of main compression, and I notice almost a complete disappearing of lamination, although this is still affecting a few tablets here and there.
The highest reachable output with perfect tablets is somewhere between 1,700 and 1,750 tablets/minute.
When we connect the I20 wrapper, the line works smoothly and the final wrapped tablet is manufactured without any more problem.
I am satisfied with the result: currently, customer is working this product on an existing press, where he is forced to decrease the speed to 70% of the maximum speed, while with our Prexima 800T we were able to reach 85%. And I do believe that an additional improvement could be achieved using customer tooling and with the right target weight.
Mission accomplished!

Federica Giatti
Compression Technologist at IMA Active Process Development R&D Laboratory