menu

Confectionery Website
Choose the market
blur_on
A sweet challenge at IMA LAB today.
Some time ago, we carried out a first round trial for a customer interested in compressing a sugar-free based blend to manufacture sweeteners for diabetics.
LAB diary. A sweet challenge at IMA LAB today.
The new fill cam I was waiting for finally arrived yesterday afternoon. I am eager to install it on our PREXIMA 800 and see if my assumption was right. Some time ago, we carried out a first round trial for a customer interested in compressing a sugar-free based blend to manufacture sweeteners for diabetics. We were asked to achieve the highest possible output, but we immediately faced problems with weight variation. We could not keep it to an acceptable range, thus we could not assure a constant tablet quality.
At a first glance, just looking on how blend moved gently shaking the bag, I was sure it should have been a piece of cake. To confirm my assumption, I measured bulk and tapped density to calculate the iCarr. I got 8% iCarr: this means excellent flowability.
I observed also the particle size distribution, which came out to be absolutely regular and unimodal. These were all evidences for optimal performances.
With PREXIMA 800 equipped with to oling and cams to produce sweeteners 5 mm diam., 60 mg weight, I started running the product. While checking machine parameters on the HMI, I saw that at 50 rpm tablet press speed, relative standard deviation (RSD) on compression force was more than 12%. I collected 50 samples and checked their weights. With that RSD value, I expected weight variability. And in fact, RSD on average weight resulted in about 3% – not acceptable for our customer. In spite of its excellent flowability, product feeding in the dies was not regular and stable at all: it could be possible with very small tablets. I first tried to change parameters on the die feeder itself: I tried changing the speed of paddles, but with no benefit.
Then, I changed the sense of rotation of the paddles: if they were both rotating toward the inside, I had them both rotating toward the outside after. Nothing changed, though.
Suddenly, I noticed that the paddles shafts were almost straining. I stopped immediately the machine and opened the die feeder. The powder was accumulating, creating lumps on the right paddle. So here was the cause of the weight variation: a refill issue.
Lower punch normally moves from loading cam to dosing position: higher the difference in millimeters between these positions is, higher the refilling is. If this is very helpful with blend with poor flowability and high water content (or fat, oil… everything that makes the powder wet), in case of very flowable and compressible blend, it could be tricky. Why? Because a large amount of powder tends to be back-dosed inside the feeder and compact there. And this is exactly the case!
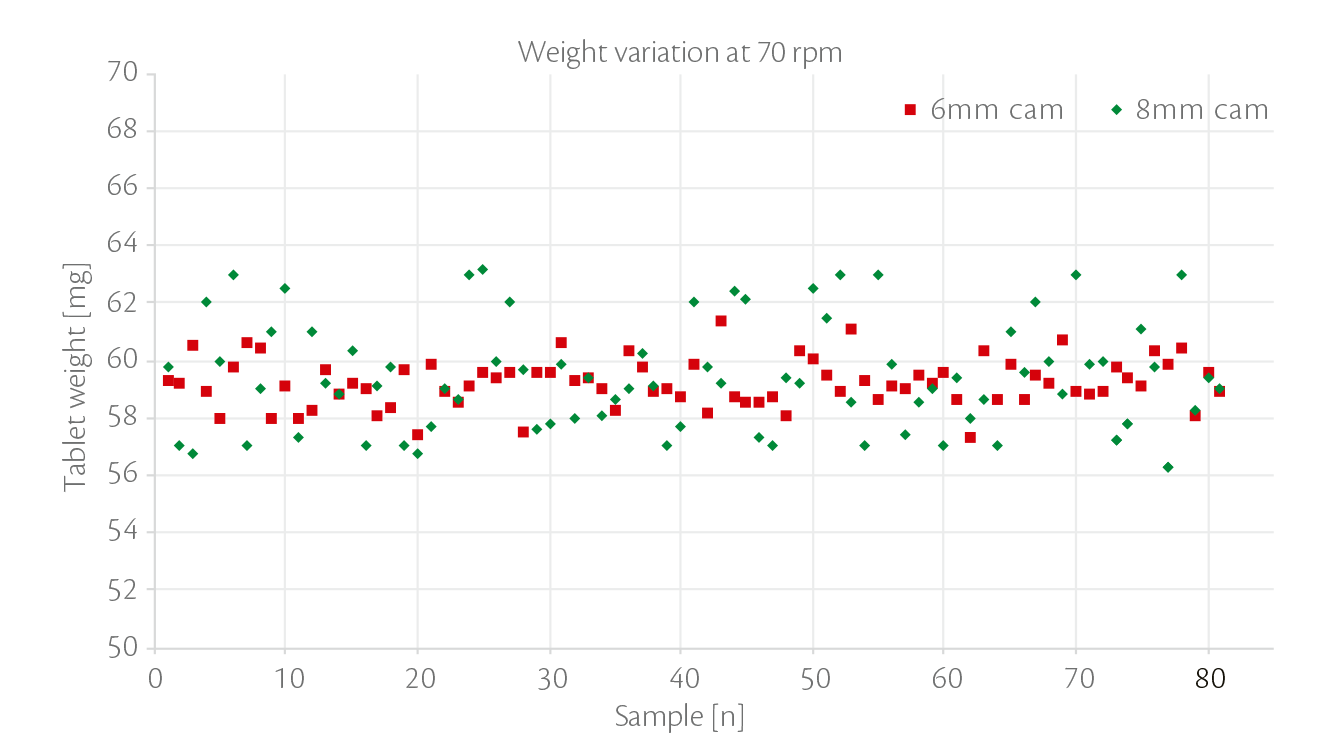
I therefore involved my colleagues of the technical department. I explained the issue I was facing and they understood that the problem was the 8 mm fill cam I was using: oversized for 60 mg. They would have designed a 6 mm fill cam for the next test.
PREXIMA 800 is now carrying out the second round trials, equipped with the new cam. This powder compacts very well, but I still adjust slightly the compression force through the HMI to obtain the hardness required by the customer. Sweeteners must dissolve in 7-10 seconds, being hard enough to be easily packed.
Let me check process stability, it stays constant at 50 rpm. I increase the speed to 60 rpm and further to 70 rpm reaching an RSD on compression force of 7%: still acceptable to have tablets within 1,5% of relative standard deviation on average weight. I try to go even faster, but the process tends to drift.
Together with the customer, we define 70 rpm, with an output of 700.000 tablet/h (single tip tooling), as the maximum speed. He is satisfied and he imagines already how it will be running with a multitip tooling, instead.
Mission accomplished!

Federica Giatti
Compression Technologist at IMA Active Process Development R&D Laboratory
